Automotive Heat Sink Shell Development Case
Project Brief
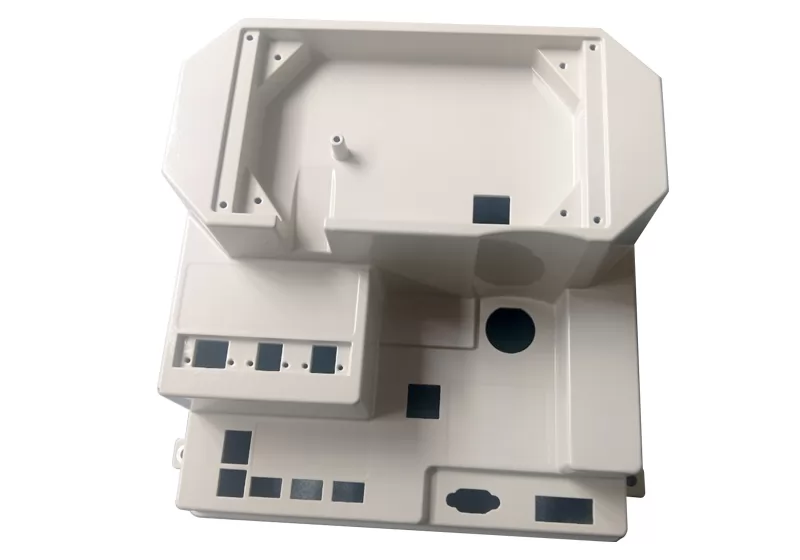
This was a custom-designed automotive heat sink shell tasked with multiple functions, including component protection, interfacing with different structures, as well as providing support and heat dissipation.
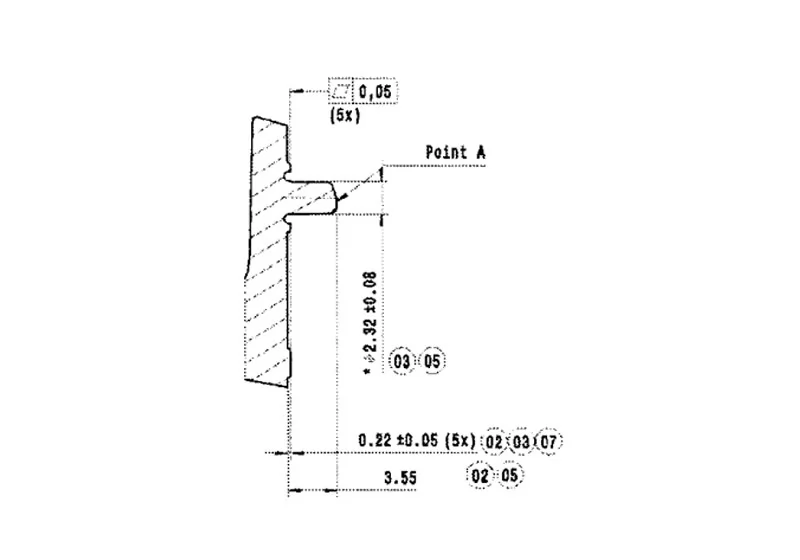
1. Product Standards & Requirements: Material: ALSI9CU3; General dimensional tolerance grade: ISO 2768-mK; Local flatness: 0.05; Flawless appearance (surface roughness Ra6.3µm); No internal defects. PPAP approval must be completed and passed before formal mass production.
2. Product Challenges: The casting is a hollow shell structure with internal and surface grating fins. Main wall thickness: 3mm; Local wall thickness: 2.5-4mm; The exterior features slanted edges, sharp corners, and slender pins; Some structures are prone to breakage; The overall part exhibits complex internal structures and external geometry, posing high requirements for mold design.
Risk Keywords: Complex structure, Fracture, Cold shut
The overall project presented a significant challenge, particularly testing our capabilities in mold design and quality control.
Development Process
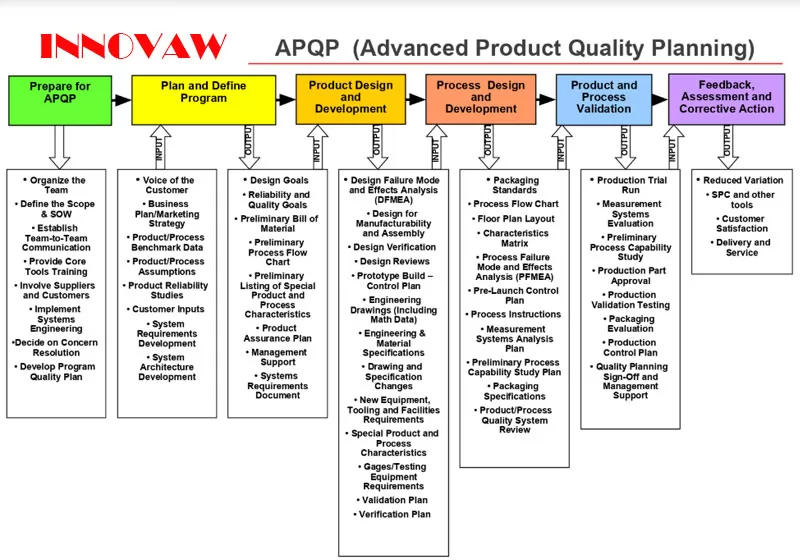
Following the core methodology of the internationally advanced IATF 16949 standard - Advanced Product Quality Planning (APQP), we formed a project development team comprising mold designers, casting engineers, machining engineers, measurement engineers, quality engineers, and sales. Focusing on quality, we entered the comprehensive product development process.
The first step involved DFM analysis to thoroughly understand and optimize certain product details for enhanced manufacturability, establishing mutually agreed-upon technical specifications and quality standards with the customer.
Considering the application environment and performance requirements of this automotive heat sink, the shell material was confirmed as ALSI9CU3. Based on the material properties and the core design elements of the product, the process route of high-pressure die casting (HPDC) + CNC precision machining was ultimately determined, balancing technical feasibility, quality stability, and cost control.
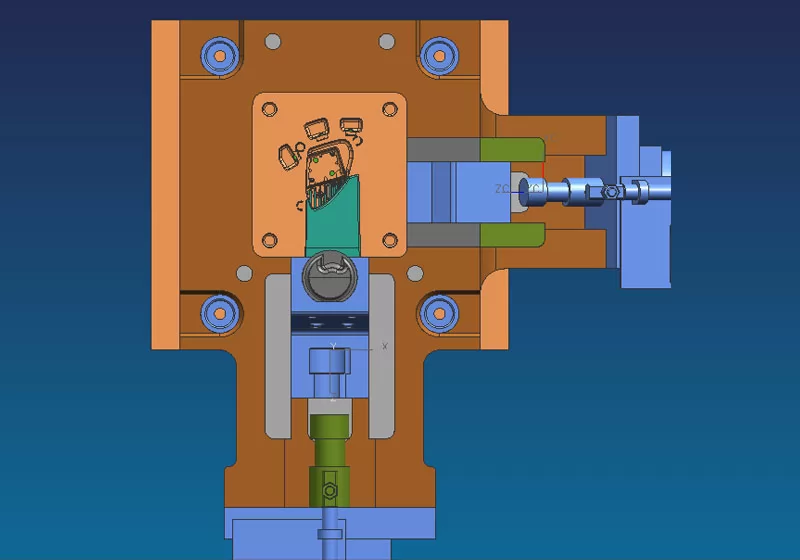
Subsequently, technical engineers performed mold simulation and mold flow analysis to predict and optimize various challenges and process parameters. A die-casting simulation analysis report was provided to the customer, and preliminary Process Flow Charts and Control Plans were established.
Finally, the plan was gradually validated, and issues were identified and resolved in the subsequent practical stages.
Practice Validation & Optimization
Starting from mold manufacturing, the project entered the actual manufacturing phase. Our company proceeded according to the initial Process Flow Chart, established the Control Plan, and applied FMEA tools for risk analysis and assessment of various potential failure modes. The main key issues encountered during the actual manufacturing process were as follows:
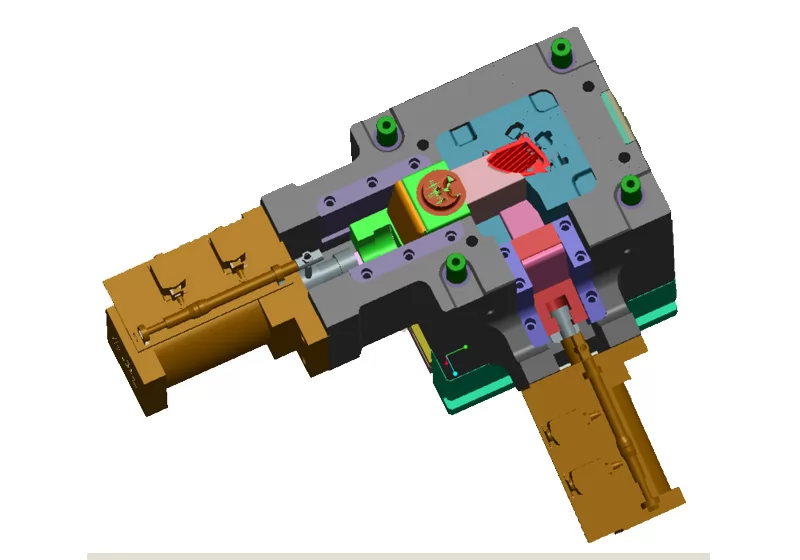
A. Multi-Slider Mold Design Optimizes Slender Pin Challenge
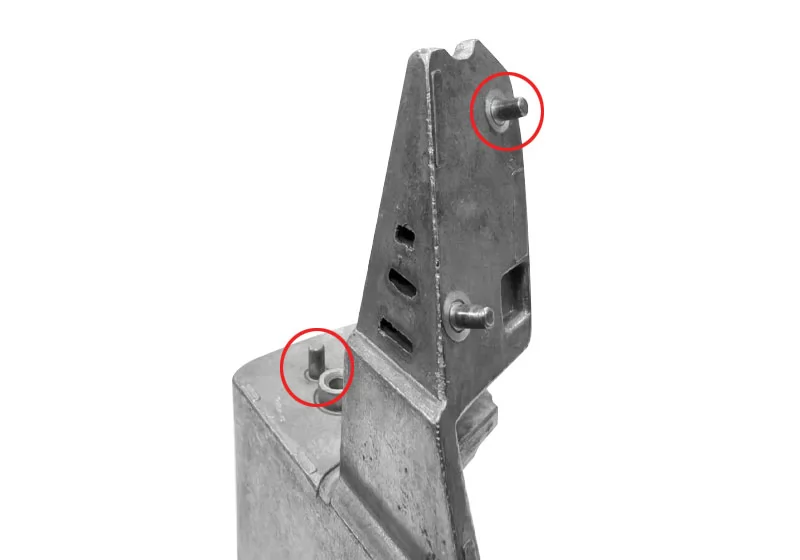
Given the structural particularity of this casting and leveraging our experience in multi-slider mold design, a dual-slider mold design was determined. During the first trial mold run, 50 samples were produced. Project inspection engineers found fracture marks on the slender pins on the product surface. Further inspection revealed potential breakage risks for pins in different locations, with a statistical reject rate reaching 40%.
Facing this issue, the technical team organized a dedicated technical discussion and conducted a detailed analysis of the defect distribution. The root cause was identified: the small pin size meant even slight angular deviations in the two sliders would cause uneven stress on the slender pins. Two solutions were discussed:
1. Increase the slender pin size and address it via subsequent CNC machining. Lower difficulty but increased cost.
2. Directly improve the mold design to precisely control slider accuracy, requiring zero deviation. Higher difficulty but more benefits long-term.
Ultimately, leveraging our profound expertise in high-pressure mold design, the team adopted the second solution. Improvements were made in mold layout, mold sliders, and ejector pin layout, resolving the slender pin issue.
Through multiple validation batches totaling over a thousand parts, inspection engineers confirmed the product qualification rate increased from the initial 60% to 98%. Post-improvement, there were zero customer complaints.
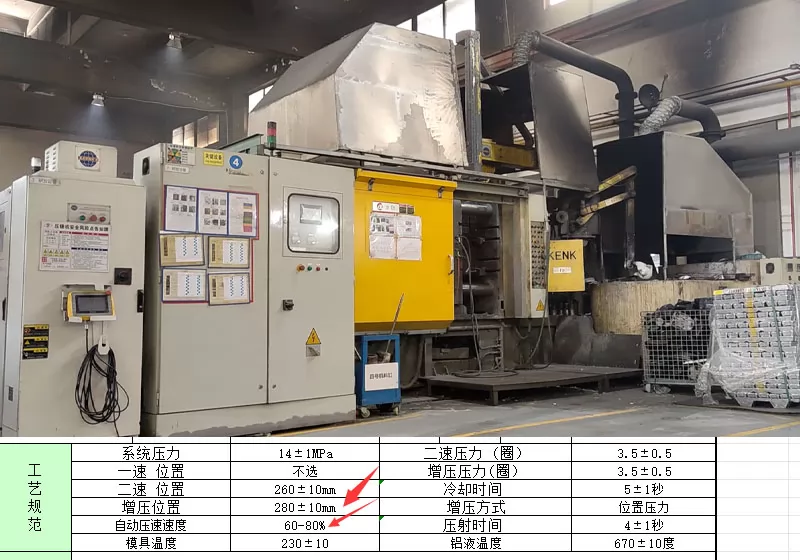
B. Adjusting Die Casting Parameters Optimizes Cold Shut Phenomenon
During the actual sampling of this automotive heat sink, engineers observed surface cold shuts on some samples, constituting a surface defect. The technical team analyzed and assessed the causes of the cold shuts, reviewing factors such as aluminum melt temperature, mold temperature, gate design, filling speed, and venting. It was ultimately determined that the die casting parameter settings were. Engineers subsequently primarily adjusted the automatic injection speed (60-80%) and intensification position (280±10mm) settings. Ultimately, the cold shut issue was resolved.
C. Other Minor Issues Encountered Practically
During the actual sampling process, the following additional issues were discovered:
1. Local cracking, mainly at the fin connections and shell outer wall.
2. Product surface blackening/mildewing.
3. Local step formation.
4. Local insufficient filling of the casting.
5. Local deformation issues.
Addressing these quality issues, the team utilized extensive aluminum die casting development experience to resolve them one by one through mold modifications, adjustments to die casting parameters, polishing, etc. The discovery, causes, countermeasures, and results for these issues were documented in SPC, FMEA, Control Plans, Work Instructions, and other documents to ensure the same problems would not recur.

Quality Control
The entire development process was a systematic procedure of identifying and controlling quality risks while continuously optimizing the process. The dedicated automotive heat sink project team leveraged rich experience and solid technology to conduct technical reviews and repeated verification at every process step, systematically identifying and tackling potential risk points. The team's quality engineers strictly adhered to the IATF 16949 quality system, implementing the full APQP process requirements to achieve full-process quality control. Throughout the process, various standardized documents and practices such as FMEA, SPC, MSA, and Control Plans were established and executed to prevent potential process risks, quality risks, and control quality variation. Finally, PPAP documentation was established and approved by the customer, laying a solid foundation for formal mass production.
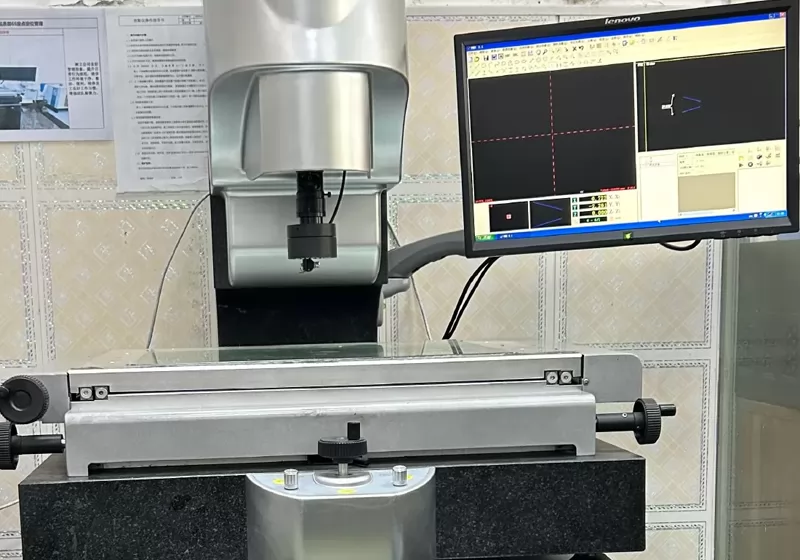
The process included first-article inspection, in-process inspection, and outgoing inspection, establishing complete inspection data retention to ensure all quality data is traceable and verifiable.
Results and Evaluation
Finished Product Metrics:
1. Dimensional Accuracy: Including flatness, perpendicularity, and over 50 dimensional standards, all met.
2. Surface Quality: Met standards.
3. PPAP completed and approved by the customer.
The development of this aluminum die-cast heat sink component by Innovaw, characterized by its high technical complexity and stringent comprehensive performance requirements, served as a testament to the manufacturer's overall capabilities. Leveraging our profound expertise in high-pressure die casting, precision CNC machining capabilities, and an excellent quality management system consistently implemented throughout the process, we successfully overcame the challenges and delivered a high-quality product that met and even exceeded customer expectations. This fully demonstrates our casting development team's professional capabilities in systematic problem-analysis and rapid closed-loop improvements for complex structural components.
Production Process
Mould making → Melting → High Pressure Die Casting → Cutting the sprue and riser → Deburring → Drilling → Reaming of pin holes → Vibratory Finishing → Packaging & inspection
FAQs
Q1. Why is EN AC46000 (ALSI9CU3) chosen as the material for this heat sink housing?
EN AC46000 (ALSI9CU3) offers excellent fluidity and die-filling performance, which is critical for this part's complex hollow shell structure with internal and external grating fins, thin walls down to 2.5mm, and slender surface pins. Its combination of good thermal conductivity, mechanical strength, and castability makes it well-suited for automotive heat sink housings that need to both dissipate heat and withstand structural loads.
Q2. What are the main structural features of this heat sink housing casting?
This is a hollow shell casting with both internal and surface grating fins. The main wall thickness is 3mm, with local sections ranging from 2.5mm to 4mm. The exterior includes slanted edges, sharp corners, and slender pins. The part simultaneously serves as a protective housing, a heat dissipation structure, and a mechanical interface—making its geometry significantly more complex than a standard enclosure or a simple fin array.
Q3. How is the slender pin fracture risk managed during die casting?
The slender pins on the casting surface are highly sensitive to slider alignment. In early trials, even minor angular deviations between the two sliders caused uneven stress on the pins, resulting in a 40% rejection rate. The issue was resolved by redesigning the mold with optimized slider layout and ejector pin positioning to achieve zero deviation. After improvement, the qualification rate rose from 60% to 98%, with zero pin fracture complaints in subsequent mass production.
Q4. What causes cold shuts on this type of casting, and how are they eliminated?
Cold shuts on this heat sink housing are typically caused by insufficient melt temperature, low mold temperature, or improper injection speed and venting conditions—all of which lead to two metal flow fronts meeting before fully fusing. For this part, the issue was resolved by fine-tuning the automatic injection speed (adjusted to 60–80%) and the intensification position (set to 280±10mm), effectively eliminating the cold shut defect without modifying the mold geometry.
Q5. Why is vibratory finishing used as the surface treatment for this part?
Vibratory finishing is well-suited to this housing's complex geometry—particularly the internal cavities, fin arrays, and sharp external edges that are difficult to reach with manual polishing or machining. It uniformly deburrs and smooths the entire surface in a single batch process, including areas around the slender pins and fin roots, while achieving the required Ra 6.3µm surface roughness without introducing localized stress or damaging fine features.