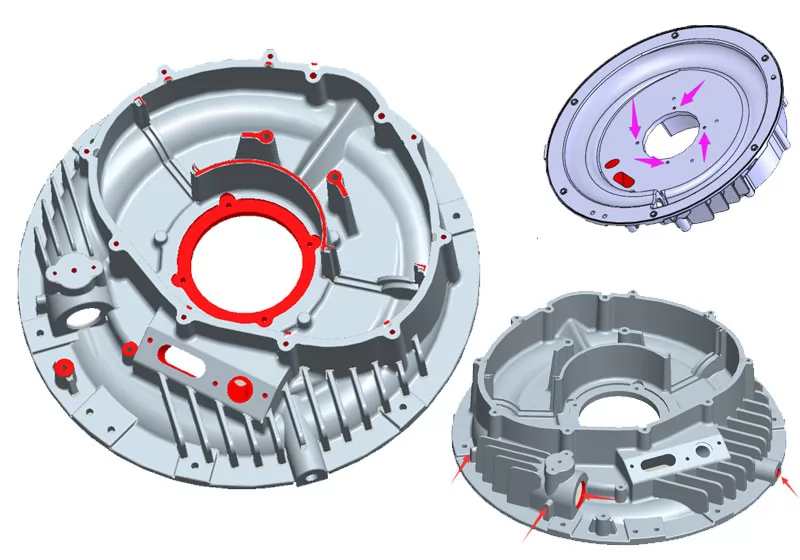
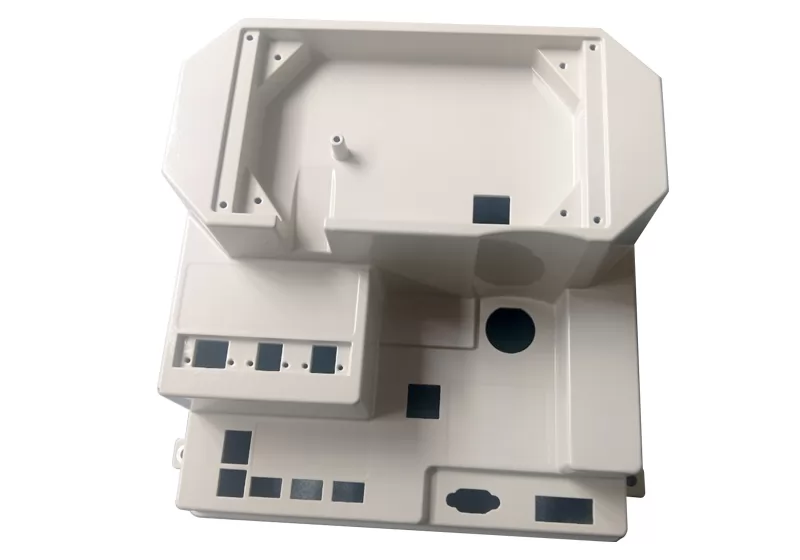
This customized aluminum casting for a water heater part housing serves as the end cover of the circulation pump motor, providing structural support, protection, and sealing.
1. Product Standards and Requirements:Material A413; dimensional tolerance grade ISO 2768-mk; flatness 0.5; parallelism 0.5. No visible defects on appearance; surface roughness Ra3.2µm; neutral salt spray test 48 hours. PPAP approval must be completed and passed before mass production.
2. Product Challenges:Significant wall thickness differences, with a minimum thickness of only 0.8 mm, which is prone to cold shuts and misruns. Some inclined hole areas have thick walls up to 35 mm, prone to porosity.
Risk Keywords:complex structure, high precision, porosity, assembly accuracy
The overall project is of considerable difficulty, particularly testing our mold design capability and quality control capability.
Development Process
For this project, we formed a development team consisting of mold designers, casting engineers, machining engineers, measurement engineers, quality engineers, and sales staff. Following the core methodology of APQP (Advanced Product Quality Planning) under the requirements of the international IATF 16949 standard, we carried out a comprehensive product development process centered on quality.
The first step of the project was to conduct DFM analysis, fully understanding and optimizing certain product details to improve manufacturability, and establishing mutually agreed technical specifications and quality standards with the customer.
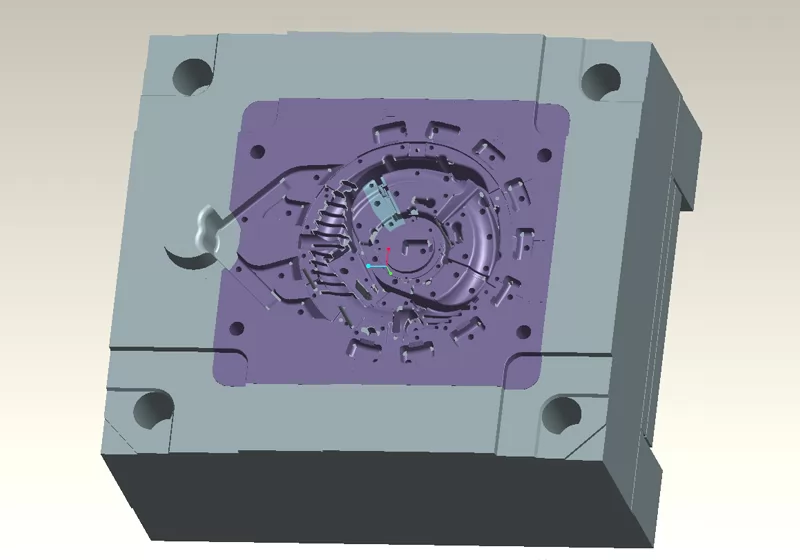
Considering the application environment and performance requirements of this water heater aluminum part, A413 was selected as the housing material. Based on the material properties and the core design elements of this product, and from the perspectives of technical feasibility, quality stability, and cost control, we finally determined the process route: high-pressure die casting + CNC precision machining. The selected die casting machine was 500T, with a single-cavity mold.
Subsequently, technical engineers carried out mold simulation and mold flow analysis to predict and optimize difficulties and process parameters, and established a preliminary process flow chart and process control plan.
Finally, during the subsequent practical procedures, the solution was gradually verified, and problems were identified and resolved.
Practical Verification and Optimization
Starting from mold manufacturing, the project entered the actual manufacturing phase. Our company proceeded according to the initial Process Flow Chart, established the Control Plan, and applied FMEA tools for risk analysis and assessment of various potential failure modes. The main key issues encountered during the actual manufacturing process were as follows:
A. Structural Optimization to Solve Porosity Problem
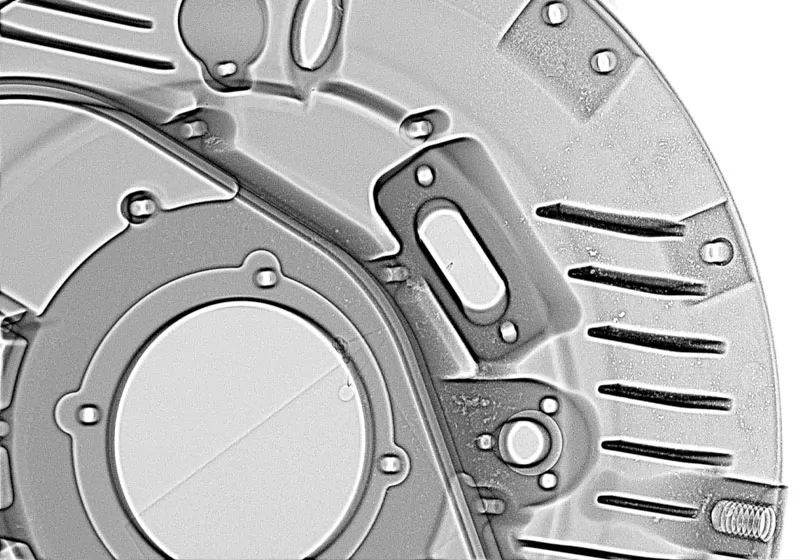
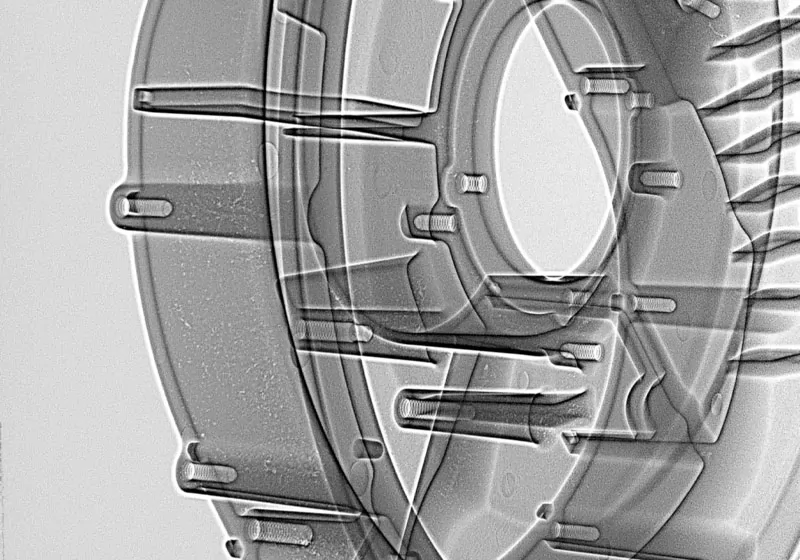
In the design process of this water heater part, we anticipated the risk of porosity and shrinkage due to complex structure and large wall thickness variations. Preventive measures had been taken in mold design and die casting parameter control, but due to the inherent product characteristics, gas entrapment could not be completely avoided. In the first round of 50 trial samples, quality engineers verified by X-ray inspection that porosity still occurred in specific housing areas, mainly concentrated in thick wall sections, with a defect rate of 60%.
Facing this issue, the technical team organized a special technical discussion, conducting detailed analysis of defect distribution patterns as well as flow field and temperature field. Initial solutions included mold optimization, especially improvements in gating and venting, as well as adjustments in die casting speed and temperature. However, multiple trials still could not completely eliminate porosity.
Finally, after communication with the customer, the solution was determined as follows:
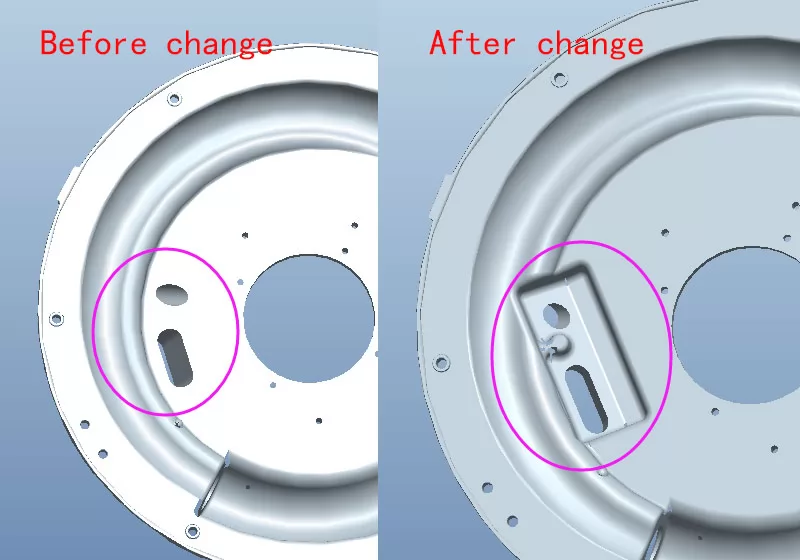
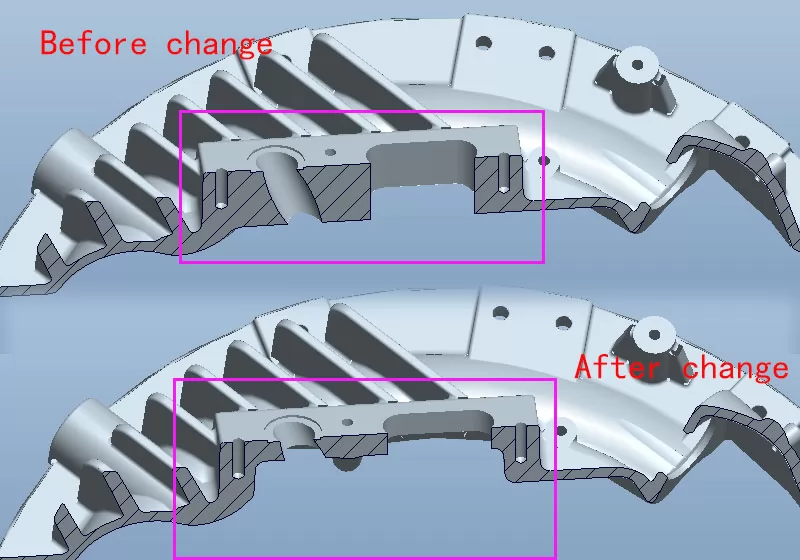
1. Add material relief grooves in specific areas to reduce wall thickness and mitigate porosity risk.
2. Increase draft angle at specific positions and make the draft consistent. For future new tooling, add a sliding block.
3. Adjust and precisely control die casting parameters, apply SPC (Statistical Process Control) to key data, collect batch parameters into the system, analyze with SPC tools, and carry out continuous monitoring and improvement.
After implementing this solution, 100 additional samples were produced. X-ray inspection confirmed a 98% pass rate.
B. Precision CNC Machining to Ensure Quality
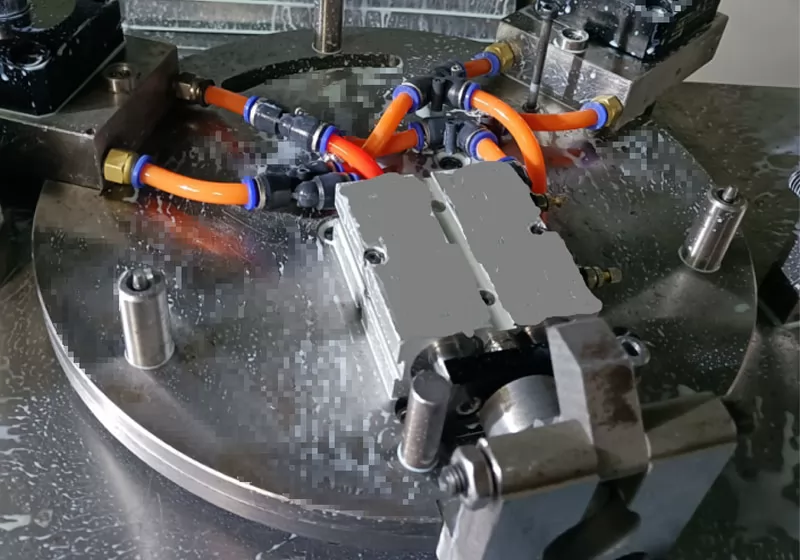
The product has a complex structure, with many machining surfaces and multiple datum transitions, requiring high-level process planning. Our CNC engineering team, with rich experience and expertise, tailored a two-stage machining process for the product, using dual-sided machining strategies in each stage to ensure consistency and stability of key dimensions. At the same time, we independently designed and manufactured three sets of dedicated fixtures to achieve efficient clamping and precise positioning. During machining, the team not only optimized tool paths and cutting parameters but also effectively controlled potential dimensional chain errors, ensuring high precision under efficient conditions.
C. Straightening Tooling to Solve Deformation Problem
The flatness requirement of this water heater pump end cover is 0.5 mm. During production, some deformation inevitably occurred. With rich experience in solving such problems, the team analyzed the deformation positions and causes, and developed special inspection gauges and straightening fixtures for flatness, successfully resolving the issue.
Quality Control
Throughout the development process, the project team for the water heater part continuously identified, controlled quality risks, and optimized processes. Leveraging experience and technical expertise, the team carried out technical reviews and repeated verification at every process stage, systematically identifying and overcoming potential risks.
Quality engineers strictly followed the IATF 16949 quality system and implemented the full APQP process requirements to achieve complete quality control. First article inspection, in-process inspection, and final inspection were arranged throughout the process, with full inspection data records established to ensure traceability and verification of all quality data.
Results and Evaluation
Final Product Indicators:
1. Dimensional accuracy fully met ISO 2768-mk tolerance requirements.
2. Surface quality: no visible defects, compliant.
3. Surface oxidation: compliant.
4. PPAP completed and approved by customer.
The development of this water heater part aluminum casting by Innovaw, with its high technical difficulty and strict comprehensive performance requirements, served as a test of the manufacturer’s overall capability. Through our solid expertise in high-pressure die casting, precision CNC machining, and consistent quality management system, we successfully overcame challenges and delivered a high-quality product that met and even exceeded customer expectations.This fully demonstrated our casting development team’s professional capability in systematic problem analysis and rapid closed-loop improvement for complex structural parts.
Production Process
Mould making→Melting→High Pressure Die Casting→Cutting the sprue and riser→Polishing→Deburring→CNC Machining→Anodizing→Packaging & inspection
Production Show
FAQs
Q1. What makes the 0.8mm to 35mm wall thickness range on this housing so difficult to die cast?
A 44:1 ratio between minimum and maximum wall thickness is extreme for HPDC. The 0.8mm sections freeze almost instantly after injection, risking cold shuts and misruns before the cavity is fully filled. Meanwhile, the 35mm thick boss areas remain molten long after the thin walls have solidified—with no further material supply available, they shrink inward as they cool, creating porosity voids. Managing both failure modes simultaneously requires a gating strategy, injection speed, and intensification pressure that threads a very narrow process window.
Q2. Why were material relief grooves added to solve the porosity problem, rather than just adjusting process parameters?
After multiple rounds of mold optimization and parameter adjustment still could not eliminate porosity in the thick boss sections, the team determined the root cause was structural—the 35mm wall simply retained too much heat to solidify properly under any feasible HPDC parameter combination. Adding relief grooves to reduce local wall thickness at the problematic areas changed the thermal mass directly, allowing those zones to solidify more uniformly. This structural fix—agreed with the customer—broke the porosity problem where process tuning alone could not, bringing the pass rate to 98%.
Q3. Why did CNC machining require three dedicated fixture sets for this pump end cover?
The complex structure with multiple machining surfaces, datum transitions, and a two-stage dual-sided machining strategy means the part must be repositioned and re-clamped multiple times. Each repositioning introduces the risk of datum shift, which compounds into dimensional chain errors across the final geometry. Three independent purpose-built fixtures—each designed for a specific stage and clamping orientation—ensure that every re-clamping lands the part in a precisely repeatable position, controlling the cumulative tolerance error that would otherwise make the 0.5mm flatness and parallelism requirements unachievable.
Q4. Why is A413 aluminum chosen for a water heater circulation pump end cover?
A413 (YL102) is a near-eutectic aluminum-silicon alloy with exceptional fluidity—among the best of any HPDC alloy—which is essential for filling the 0.8mm thin-wall sections on this housing without cold shuts. It also has excellent pressure tightness and corrosion resistance, both critical for a pump end cover that must seal against circulating hot water under pressure over years of service. Its low shrinkage rate also helps manage the dimensional stability challenges posed by the extreme wall thickness variation.
Q5. Why does this water heater housing use anodizing rather than powder coating as its surface finish?
As a circulation pump motor end cover inside a water heater, this part operates in a hot, humid environment in prolonged contact with water vapor rather than being an exposed exterior surface. Anodizing forms a hard, chemically bonded oxide layer that is integral to the aluminum surface and provides excellent resistance to the warm, moist operating conditions without the thickness variation concerns of powder coating. It also does not risk peeling or blistering under thermal cycling—a critical consideration for a part that regularly heats and cools with the water heater's operating cycles.
0
Comments
Share your thoughts
Showing
6
of
0
reviews
Leave a Comment
Your email address will not be published. Required fields are marked *