Automotive LED Headlight Heat Sink Development Case
Project Brief
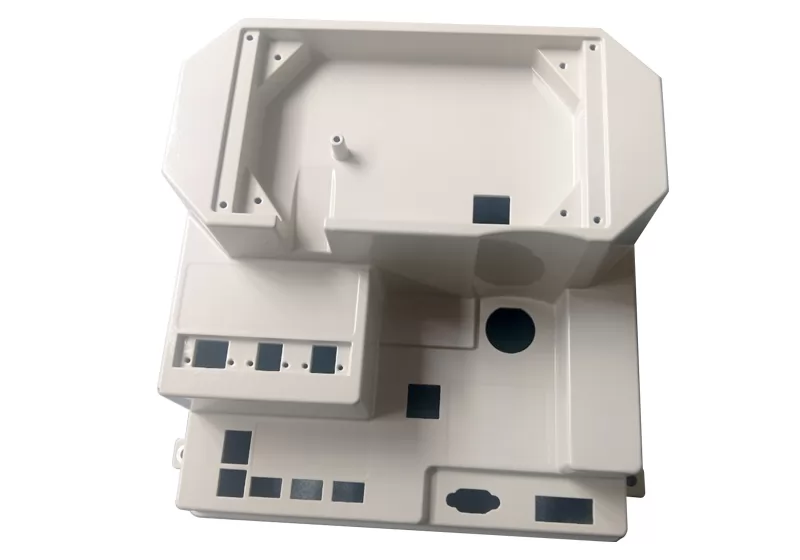
This is a custom-designed automotive headlight heat sink for heavy-duty trucks. It features large dimensions, complex geometry, and thin walls, while also serving functions of support, heat dissipation, and connection.
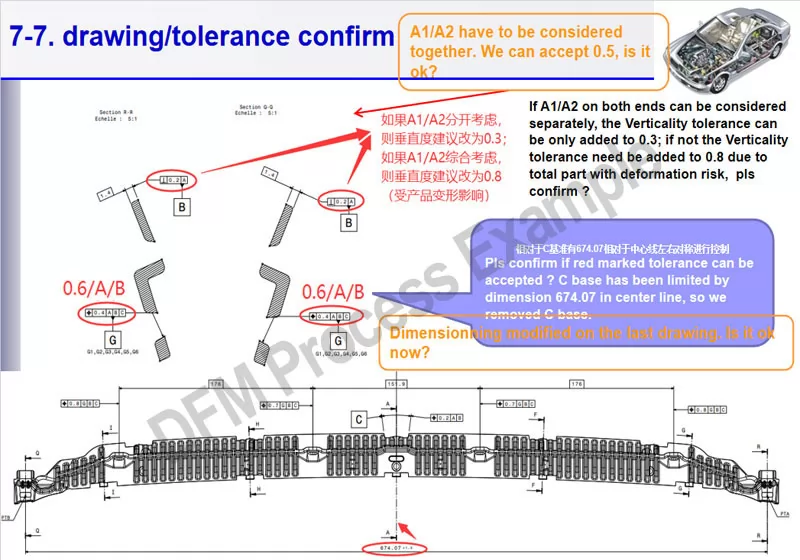
1. Product standards and requirements: Material: ADC12 aluminum; full-size tolerance level: 8062 CT6; minimum tolerance: ±0.07; minimum flatness: 0.4; surface free of visible defects; surface roughness: Ra6.3µm. Before official mass production, PPAP approval must be completed and passed.
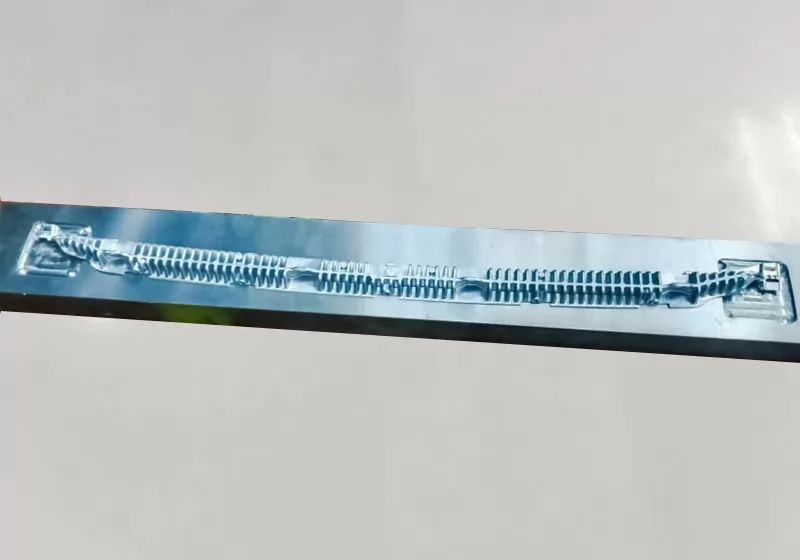
2. Product challenges: A special slender structure with a length approaching 700mm, making the part prone to deformation. Normal die-casting deformation ranges from 1–1.5mm, leading to strict requirements on flatness control.
Risk keywords: flowability control, deformation, fracture, surface defects.
Overall, this project presents a certain level of difficulty, especially testing our mold design capability and quality control capability.
Development Process
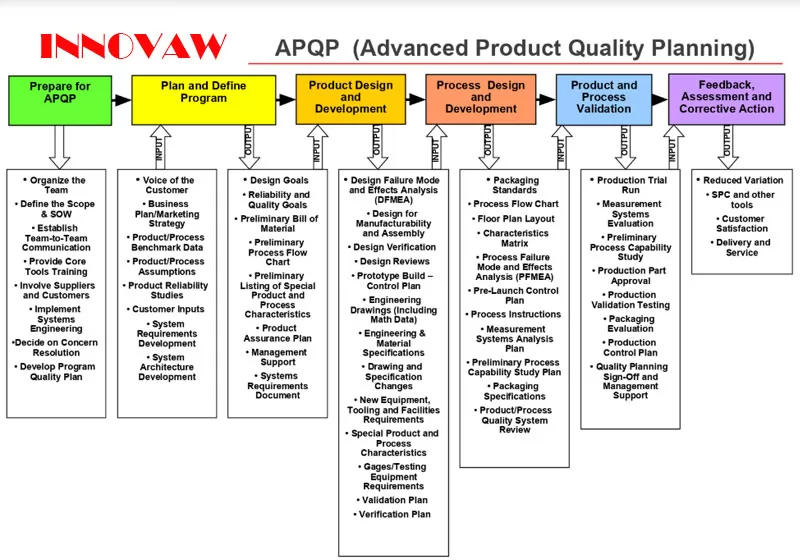
Following the core methodology required by the internationally advanced IATF 16949 standard—Advanced Product Quality Planning (APQP)—we established a project development team consisting of mold designers, casting engineers, machining engineers, quality engineers, and sales staff, to carry out a quality-centered full product development process.
We first conducted DFM analysis to optimize certain structural details and improve manufacturability, and worked with the customer to establish mutually agreed technical specifications and quality standards.
Considering the application environment and performance requirements of this automotive LED headlight heat sink, ADC12 was confirmed as the material. Based on material properties and core design elements of this product, and from the perspectives of technical feasibility, quality stability, and cost control, the final process route was determined as high-pressure die casting + CNC precision machining. A 500T die-casting machine was selected, with a 1-cavity-2-part mold design.
Next, technical engineers carried out mold flow simulation and analysis, predicting and optimizing various challenges and process parameters. A die-casting simulation analysis report was provided to the customer, along with a preliminary process flow chart and process control plan.
Finally, during subsequent production steps, solutions were gradually validated, and problems were identified and resolved.
Practice Validation & Optimization
For the development of this automotive headlight heat sink casting project, our company adopted an approach of first designing the overall process flow, then carrying out verification step by step according to it. Starting from mold manufacturing, the project officially entered the production phase. Work was carried out in accordance with the initial process flow chart, while FMEA tools were applied to analyze and evaluate potential failure modes. Core parameter data were continuously monitored and improved using Statistical Process Control (SPC). The main critical issues encountered during the actual production process were as follows:
A. Cost control by using a smaller die-casting machine
Given the size of this product, a reasonable design would normally require an 800T–1000T die-casting machine. However, larger machines bring higher costs. To help the customer achieve more economical cost targets, our technical team carefully analyzed the situation. Based on the performance of our high-pressure die-casting equipment and our strong mold design and manufacturing capabilities, we determined that this product could be produced on a smaller machine. Ultimately, we designed a 1-cavity-2-part mold for a 500T machine, which successfully went into production, significantly reducing costs for the customer.
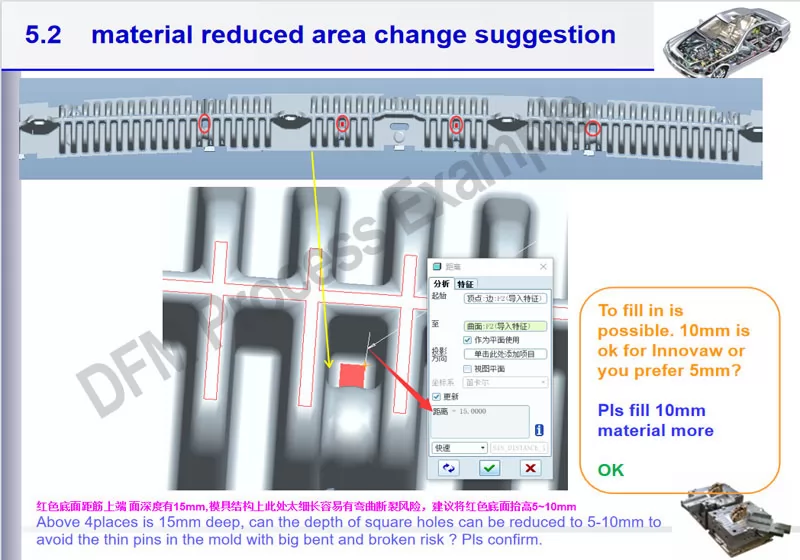
B. Solving flatness deviation issues
Due to the characteristics of this aluminum headlight heat sink, it is difficult to completely avoid minor deformations in the die-cast blank after demolding. Although our engineers had predicted and addressed this issue in advance through mold design and die-casting parameter calculations, the measured deformation of the die-cast blank still reached 0.8–1.3mm. To address this, our technical team, leveraging past experience, specifically developed a flatness inspection device. After straightening, the product’s flatness reached 0.3mm—better than the customer’s requirement of 0.4mm—successfully solving the deformation problem.
Quality Control
The entire development process is a systematic process of identifying, controlling quality risks, and continuously optimizing processes. The project team for this automotive heat sink utilized rich experience and solid technical expertise to conduct technical reviews and repeated verification at every process step, systematically identifying and resolving potential risk points.
The team’s quality engineers strictly followed the IATF 16949 quality system, implementing the full APQP (Advanced Product Quality Planning) process to achieve full-process quality control. By establishing and executing FMEA, SPC, MSA, process control plans, and other documentation, various potential process and quality risks were prevented, and quality fluctuations were controlled. Ultimately, a PPAP document was prepared and approved by the customer, laying a solid foundation for mass production.
Throughout the process, first-article inspections, patrol inspections, and shipment inspections were arranged. Complete inspection data records were established, ensuring all quality data is traceable and verifiable.
Results and Evaluation
Final product indicators:
1. Dimensional accuracy, including flatness, perpendicularity, and more than 50 dimensional standards—all compliant.
2. Surface free of visible defects—compliant.
3. PPAP completed and approved by the customer.
The development of this automotive headlight heat sink aluminum casting project by Innovaw, with its high technical difficulty and stringent performance requirements, served as a comprehensive test of the manufacturer’s capabilities. Relying on our profound expertise in high-pressure die casting, precision CNC machining, and consistent implementation of an excellent quality management system, we successfully overcame the challenges and delivered a high-quality product that met customer expectations. This project fully demonstrates our casting development team’s professional capability in systematic problem analysis and improvement for complex structural component development.
Production Process
Mould making → High Pressure Die Casting → Cutting the sprue and riser → Polishing → Polishing → → CNC Machining → Packaging & inspection
FAQs
Q1. Why is ADC12 aluminum alloy used for this automotive LED headlight heat sink?
ADC12 offers an excellent combination of thermal conductivity, castability, and mechanical strength. For this heat sink, which needs to efficiently dissipate heat from high-power LED modules while withstanding the vibration environment of heavy trucks and construction vehicles, ADC12 provides the right balance of performance and cost. Its good fluidity also makes it well-suited for high-pressure die casting of thin-walled, complex geometries like this part.
Q2. Why is high-pressure die casting chosen over other processes for this heat sink?
High-pressure die casting enables the production of thin-walled sections (minimum 2.5mm on this part), tight dimensional tolerances, and complex fin geometry in a single shot—all critical for effective heat dissipation in a compact headlight assembly. Compared to gravity casting or sand casting, HPDC also delivers better surface consistency and higher production efficiency for automotive-volume orders.
Q3. What makes this heat sink design challenging to manufacture?
The main challenge is the part's slender structure—nearly 700mm in length with a minimum wall thickness of 2.5mm. This geometry makes the casting prone to deformation after demolding, with typical die-cast blanks showing 0.8–1.3mm of deviation. Maintaining the required flatness of 0.4mm across such a long span demands specialized mold design, precise process parameter control, and a dedicated straightening and inspection fixture.
Q4. What applications is this automotive LED headlight heat sink designed for?
This heat sink is designed for LED headlight systems on heavy trucks and construction vehicles. These applications demand higher thermal performance and structural robustness than passenger car lighting, as the LED modules run at higher wattage and the operating environment involves significant vibration, dust, and temperature variation. The part simultaneously serves as a heat dissipator, structural support, and connection interface within the headlight assembly.