Project Brief
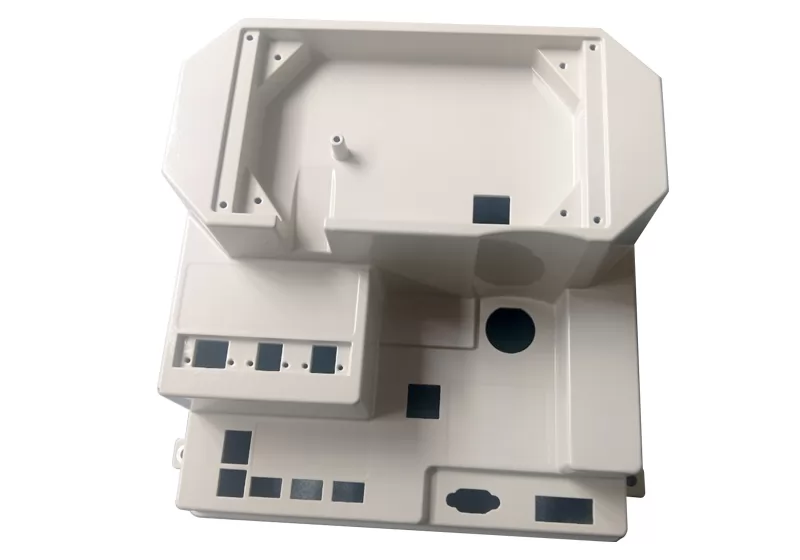
This is a custom aluminum casting for a dental treatment chair, serving multiple functions including connection, mechanical support, and mounting.
1. Product Standards and Requirements: Material: ADC12; General dimensional tolerance grade: ISO 2768-mK; Minimum tolerance: ±0.1; Surface must be free from any defects – powder coating particles must be smaller than 0.3mm and not exceed 2 in number; Neutral salt spray test: 240 hours. PPAP approval must be completed and passed before formal mass production.
2. Product Challenges: The product structure is relatively complex, primarily demanding high requirements for the appearance surface.
The overall project presents significant difficulty, particularly testing our standardized product certification capabilities and quality control capacity.
This dental treatment chair aluminum casting offers advantages such as lightweight construction, moderate strength, excellent corrosion resistance, and superior thermal conductivity, making it well-suited for the environmental demands of dental treatment chair applications. The finished product fully meets the customer's design objectives, providing a higher-performance and more reliable solution for designing such medical equipment.
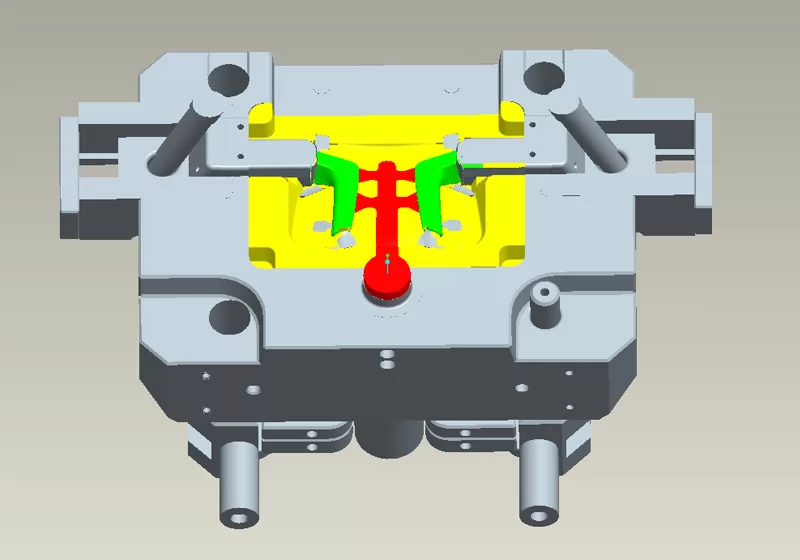
Production Process
Mould making→Melting→High Pressure Die Casting→Cutting the sprue and riser→Deburring→Drilling→Reaming of pin holes→Vibratory Finishing→Packaging & inspection
Production Show
FAQs
Q1. What is the structural role of this casting in a therapy chair, and how does it differ from a dental chair part?
This casting functions as a connection, mechanical support, and mounting component within a therapy chair—likely a bracket or pivot element for an adjustable arm or positioning mechanism. Compared to dental chair parts that primarily face the patient and carry strict aesthetic requirements, therapy chair structural components must balance appearance quality with load-bearing capability, supporting repeated patient interaction cycles across the chair's adjustable range while maintaining dimensional stability at the mounting interfaces.
Q2. Why does a relatively flat part (36.4mm depth) at 119g still require complex mold design?
The 147 × 82mm footprint with only 36.4mm depth means the part is predominantly planar, but the multiple functional openings, grooves, and connection features described in the brief create undercuts and directional conflicts that a simple two-part mold cannot release cleanly. Side actions or lifters are needed for features that run perpendicular to the main mold opening direction, and their alignment directly affects parting line quality on the appearance surfaces where coating particle standards (≤0.3mm, ≤2 in number) apply.
Q3. How does ADC12 meet both the structural and corrosion resistance demands of a medical therapy chair environment?
ADC12 provides adequate yield strength and rigidity for a structural bracket subject to repeated mechanical loads from chair adjustment, while its aluminum base offers inherent corrosion resistance in the disinfectant-heavy environment of medical facilities. The powder coating adds a further barrier layer, and together they meet the 240-hour neutral salt spray requirement. ADC12's good machinability also allows the ±0.1mm tolerance on mounting holes to be achieved reliably through CNC machining after casting.
Q4. What does the vibratory finishing step contribute before powder coating on this part?
Vibratory finishing uniformly smooths all surfaces, edges, and internal corners simultaneously—including recessed features that manual polishing cannot reach consistently. For a part with strict powder coating appearance standards (particles ≤0.3mm), surface preparation quality directly determines coating uniformity: rough or sharp edges accumulate excess powder and create lumps, while smooth, radius-edged surfaces allow even film build. Vibratory finishing also removes any residual burrs from drilling and reaming that could compromise the coating adhesion.
Q5. Why does this therapy chair casting use the same production process sequence as the dental chair accessory?
Both parts share the same application context (medical chair components), material (ADC12), appearance standards, and functional requirements (connection, support, mounting with precision holes). The process sequence—HPDC, deburring, drilling, reaming, vibratory finishing, powder coating—is the established optimal flow for this class of medical equipment castings: each step builds on the previous to achieve the required combination of dimensional precision, hole accuracy, surface smoothness, and coating quality. Standardizing the process across similar parts also improves consistency and reduces setup variation between production runs.
Share your thoughts
Showing
6
of
0
reviews