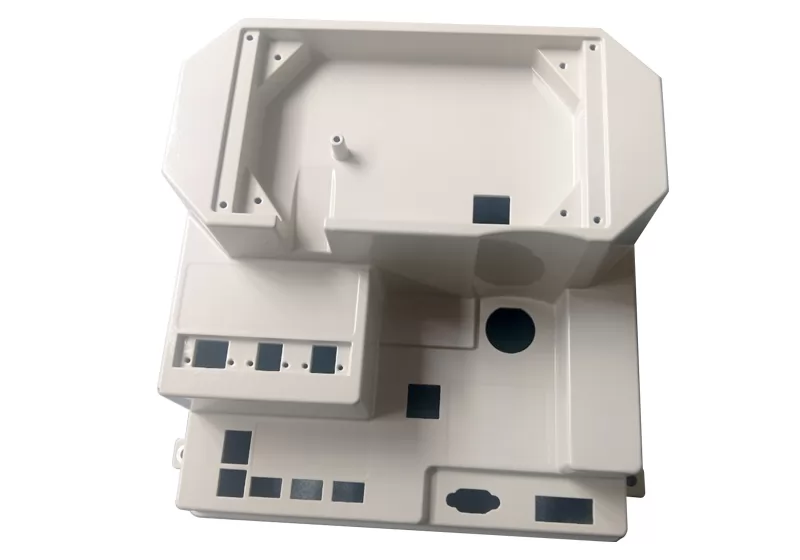
Product Overview
As a housing for LED work lights used on heavy-duty vehicles, it serves as a critical core lighting component that not only protects the internal LED components but also plays key roles in thermal management and mechanical support.
The die-cast aluminum alloy housing of this LED work light is manufactured using high-pressure die-casting combined with high-precision CNC machining, and features a powder-coated finish. It offers not only outstanding performance and precision but also excellent thermal conductivity, corrosion resistance, a lightweight structure, and robust protection. It also offers ease of installation and maintenance.
The finished product fully meets the customer’s design objectives, providing a higher-performance and more reliable solution for components in this category. The product is widely applicable to various types of engineering vehicles, mining machinery, agricultural machinery, and other mechanical equipment.
Material Options
The housings of LED work lights used on machinery are typically made of high-performance aluminum alloy and must offer excellent heat dissipation, structural strength, and corrosion resistance.
Common material options include:
-
ADC12 Aluminum Alloy – —Excellent casting fluidity, high strength, good thermal conductivity, and well-balanced overall properties.
-
A380 Aluminum Alloy – Good strength and dimensional stability.
-
ADC10 Aluminum Alloy – Suitable for structural components requiring high mechanical properties.
-
AlSi12 Aluminum Alloy – Excellent fluidity, suitable for products with intricate heat dissipation structures.
-
AlSi10Mg Aluminum Alloy – High strength, superior corrosion resistance, heat-treatable, and stable thermal conductivity.
Applications
This aluminum alloy LED work light housing is widely used in various LED light modules that require structural support, assembly, protection, and heat dissipation.
Typical applications include:
-
Construction vehicles
-
Mining machinery
-
Excavation equipment
-
Agricultural machinery
Key Advantages
Our aluminum alloy mechanical LED work light housings offer several key advantages for high-performance LED work light applications:
-
High dimensional accuracy achieved through precision die-casting and CNC machining.
-
Excellent heat dissipation capabilities support high-power LED electronic modules.
-
A lightweight aluminum alloy structure with high mechanical strength not only protects the internal lighting assembly but also provides structural support for the entire unit.
-
Excellent corrosion resistance and a long service life in industrial environments.
-
Stable mass production capabilities backed by a rigorous quality control system.
Project Brief
1. Product Standards & Requirements: Material ALSI12. Customer requires full dimensional compliance with drawing tolerances (ISO 2768-mk grade), including minimum dimensional tolerance ±0.1mm, flatness 0.2mm, positional accuracy 0.5mm, profile tolerance 0.5. Salt spray test: 600 hours. Must complete and pass PPAP approval before formal mass production.
2. Product Challenges: The heat dissipation shell for this construction machinery work light features densely packed fins of varying depths. Its geometric structure predisposes localized carbon buildup and mold adhesion, demanding stringent die-casting parameters. The powder coating process is highly demanding, prone to defects.
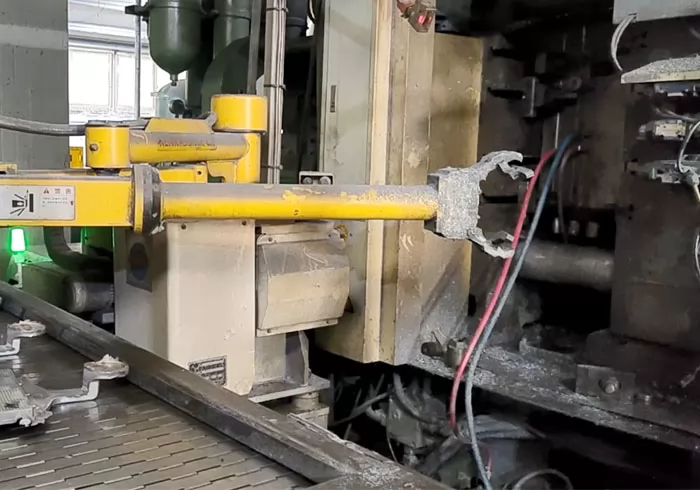
Production Process
Mould making→Pressure Die Casting→Cutting the sprue and riser→Grinding→CNC Machining→Power Coating→Packaging & inspection
Production Show
FAQs
Q1. What makes the fin geometry on this work light housing particularly challenging to die cast?
The housing features densely packed fins of varying depths, a combination that restricts metal flow, promotes cold shuts, and creates localized hot zones at the fin roots during repeated casting cycles. These hot zones accelerate carbon buildup and increase the risk of mold adhesion, both of which require tightly controlled injection parameters and a dedicated mold maintenance strategy to manage.
Q2. Why does this housing require a 0.2mm flatness tolerance, and which surfaces are most critical?
The 0.2mm flatness requirement applies to the sealing and mounting surfaces that interface with the LED assembly and gasket. Any deviation beyond this compromises IP seal integrity and LED thermal contact, directly affecting light performance in the harsh outdoor environments where mechanical equipment operates. This is tighter than many comparable work light housings and demands careful control of blank distortion during die casting and fixturing during CNC machining.
Q3. What is profile tolerance, and why does this housing carry a 0.5mm profile requirement?
Profile tolerance controls the overall 3D shape of a surface relative to its nominal form—unlike flatness, which only measures deviation within a plane. For this housing, the 0.5mm profile tolerance ensures that curved or contoured exterior surfaces conform closely enough to the design geometry for correct fit with mating covers, brackets, and sealing components. It is verified using CMM measurement across the full surface profile.
Q4. Why is powder coating prone to defects on a housing with this fin geometry?
Densely packed fins create narrow recesses where electrostatic powder spray struggles to penetrate uniformly—a phenomenon known as the Faraday cage effect. This leads to thin or missing coating at fin roots, which are precisely the areas most exposed to moisture ingress. Achieving consistent 600-hour salt spray performance across the entire surface, including deep fin zones, requires optimized spray angles, controlled film thickness, and curing parameters tailored to this housing's geometry.
Q5. How does this housing balance a 1050g weight with its thermal management function?
At 1050g for a 240 × 163 × 78mm part, the housing is deliberately substantial—ALSI12 aluminum provides good thermal conductivity, and the fin array maximizes surface area for passive heat dissipation from the LED module. The minimum 2.5mm wall thickness maintains structural rigidity under mechanical vibration while keeping weight lower than equivalent steel or copper alternatives, making it practical for mobile mechanical equipment applications.
Share your thoughts
Showing
6
of
0
reviews