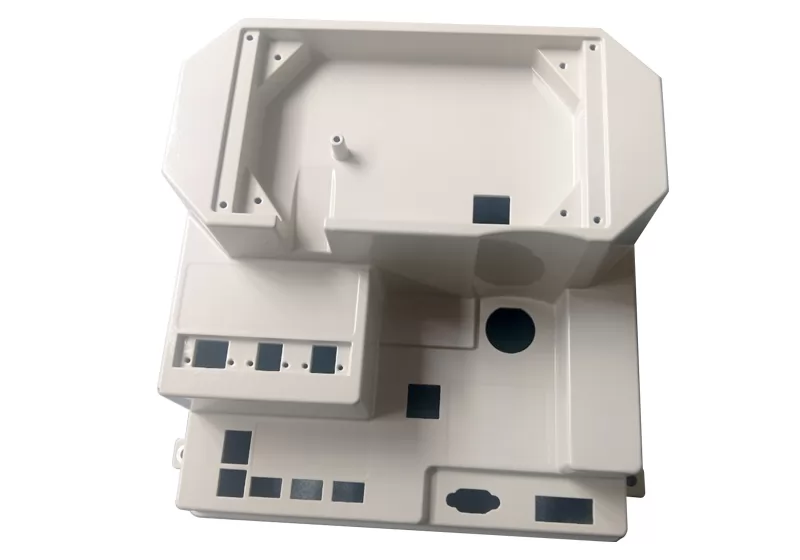
Project Description
This is a customized gas meter part housing, whose main function is to connect inlet and outlet ports, support and seal the internal mechanism.
1. Product Standards and Requirements:Material ADC12 aluminum; dimensional tolerance grade ISO 2768-mk; minimum tolerance 0.05; minimum flatness 0.1; no visible surface defects; surface roughness Ra6.3µm; surface powder coating 80-120μm; neutral salt spray test 1000H. PPAP approval must be completed and passed before mass production.
2. Product Challenges:Complex structure, 4-slider mold design; uneven thickness prone to porosity; high corrosion resistance requirement.
Risk Keywords:complex structure, high precision, porosity, assembly accuracy, zero surface defect
The overall project has a certain level of difficulty, particularly testing our mold design capability and quality control capability.
Production Process
Mould making→Pressure Die Casting→Cutting the sprue and riser→Grinding→CNC Machining→Power Coating→Packaging & inspection
Production Show
FAQs
Q1. What is A03800 aluminum alloy, and how does it differ from ADC12 for a gas meter housing application?
A03800 (equivalent to A380) is a general-purpose die casting alloy combining good fluidity, mechanical strength, and corrosion resistance. Compared to ADC12, A380 has higher copper content which improves machinability and dimensional stability under load—relevant for a gas meter housing where the CNC-machined port interfaces and valve seat must maintain their geometry under sustained gas pressure and mechanical assembly forces. It is a common choice when slightly higher strength at the machined interfaces is prioritized alongside castability.
Q2. Why does this gas meter housing use shot blasting as its final surface finish rather than powder coating?
Shot blasting produces a uniform matte surface that removes casting skin, oxide layers, and micro-burrs without adding any coating thickness—making it the appropriate finish when the housing will subsequently receive a secondary treatment by the customer, or when precise dimensional control at mating surfaces is required and coating buildup at critical interfaces would be problematic. For a gas meter housing where port bore dimensions and flange face geometry must remain exactly as machined, shot blasting cleans without altering the dimensional outcome of the CNC operations.
Q3. What sealing precision requirements apply to the 0.05mm minimum tolerance and 0.1mm flatness on this housing?
These tolerances govern the valve seat and port connection faces where the internal gas valve mechanism seals against the housing body. The 0.05mm minimum tolerance controls bore diameter and position accuracy to ensure the valve element seats concentrically, while 0.1mm flatness on the sealing face ensures the gasket or O-ring compresses uniformly around the full perimeter. Any deviation beyond these limits creates a leak path that allows gas to bypass the valve—which in a metering application both compromises measurement accuracy and creates a safety hazard.
Q4. How does the internal valve mechanism influence the structural design requirements of this housing?
The housing must provide a precisely dimensioned internal chamber that locates and constrains the valve mechanism without play or misalignment—any looseness causes valve chatter, inaccurate shutoff, or metering error. The chamber walls must also be stiff enough to resist deformation under the clamping forces applied during assembly and the cyclic pressure loads from gas flow, without distorting the bore geometry. This structural rigidity requirement, combined with the 2.5mm minimum wall thickness and complex internal geometry, explains why HPDC followed by precision CNC is the chosen process route rather than simpler casting methods.
Q5. How does the size difference between this housing and the Gas Meter Valve Housing affect the die casting process?
At 126×112×87mm and 520g, this housing is similar in footprint to the valve housing (110×115×90mm, 400g) but 30% heavier, indicating more material volume and likely thicker walls in specific zones. The additional mass increases the thermal gradient during solidification and the total shrinkage volume the intensification pressure must compensate—requiring more careful gate and intensification parameter tuning. The similar overall dimensions mean both parts share the same fundamental mold complexity challenges (4-slider design, deep internal features), but the higher mass on this part shifts the process window toward longer intensification hold times to ensure complete cavity fill and dense internal structure.
Share your thoughts
Showing
6
of
0
reviews