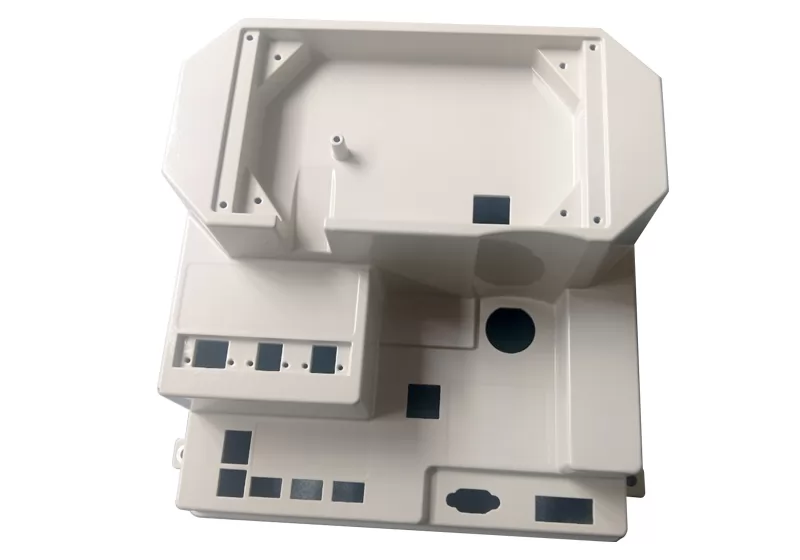
Project Description
This is a custom-made gas meter housing base, serving as the core component of the gas meter. Its primary functions include connecting the gas inlet and outlet ports, supporting and sealing the internal mechanism, and ensuring the smooth operation of critical internal parts.
1. Product Standards and Requirements:Material A03800 aluminum; dimensional tolerance grade ISO 2768-mk; minimum tolerance ±0.05; minimum flatness 0.2; no visible surface defects; surface roughness Ra6.3µm; surface powder coating 80-120μm; neutral salt spray test 1000H; Pressure Test (750 mbar for one minute without leakage); PPAP approval must be completed and passed before mass production.
2. Product Challenges:Extended salt spray and pressure testing impose stringent requirements on product density and porosity. Extended salt spray and air pressure testing impose stringent requirements on product density and porosity; uneven thickness prone to porosity; high corrosion resistance requirement.
The finished gas meter base casting not only boasts excellent mechanical properties and high machining precision but also features superior thermal conductivity, corrosion resistance, lightweight construction, robust protection, and ease of installation and maintenance. The finished product fully meets customer design objectives, providing a higher-performance, more reliable solution for designing this type of industrial automation equipment.
Production Process
Mould making→Pressure Die Casting→Cutting the sprue and riser→Grinding→CNC Machining→Power Coating→Packaging & inspection
Production Show
FAQs
Q1. How does the functional role of a gas meter base differ from a gas meter valve housing?
The valve housing contains and controls the gas shut-off mechanism, while the meter base is the foundational structural component that anchors the entire metering assembly—supporting the gas inlet and outlet connections, housing the flow measurement mechanism, and providing the rigid platform from which all other meter components reference their position. Any dimensional instability in the base, such as warpage at the mounting flange or drift in port positions, propagates through the entire meter assembly and can compromise both measurement accuracy and gas-tightness.
Q2. What does the 750 mbar for one minute pressure test verify on this base casting?
750 mbar is approximately 0.75 bar—slightly above typical residential gas supply pressure—applied for one full minute to verify that the assembled base holds gas without any leakage through the casting walls, port interfaces, or sealing faces. This functional pressure test is more demanding than a simple leak check because it maintains pressure for a sustained period, exposing slow seep-through porosity pathways that may not appear in a brief snap test. Passing this test confirms the casting's internal density and the CNC-machined sealing surfaces are both adequate for field service conditions.
Q3. Why does an elongated base (226 × 90 × 85mm) present different porosity risks than a compact housing?
The 226mm length means the metal flow path from gate to the far end of the cavity is significantly longer than in the compact housings, increasing the risk that the melt cools excessively before reaching distal thick sections. These remote thick zones—likely around the port bosses at each end—receive metal that has already lost temperature and velocity, making intensification pressure less effective at compensating for shrinkage. The elongated form also creates differential cooling rates along the part's length, producing residual stress patterns that can cause micro-cracks or distort the flatness of the mounting face beyond the 0.2mm requirement.
Q4. Why is flatness of the base's mounting face critical for the gas meter's measurement accuracy?
The gas meter's flow measurement mechanism—whether diaphragm, turbine, or ultrasonic—is assembled directly onto the base's mounting face, and its calibration assumes a flat, stable datum. Any bow or twist beyond 0.2mm tilts the mechanism relative to the gas flow axis, introducing systematic measurement error that cannot be corrected by software calibration. Utility meters are typically certified to measurement accuracy standards (such as OIML R137), so a warped base that corrupts the calibration baseline could cause the entire meter to fail type approval testing.
Q5. How does the ±0.05mm minimum tolerance on this base interact with the powder coating process?
Powder coating adds 80–120µm of film thickness to all surfaces, including the precision-machined port bores and mating faces. On features with ±0.05mm tolerance, a 100µm coating layer represents twice the entire tolerance band—meaning coated surfaces would be dimensionally out of specification if the coating is not masked or removed at critical interfaces. This requires either masking the ±0.05mm features before coating or specifying that those surfaces are machined after coating, both of which add process complexity. The CNC machining step after powder coating in the production sequence suggests the latter approach is used here.
Share your thoughts
Showing
6
of
0
reviews