Project Brief
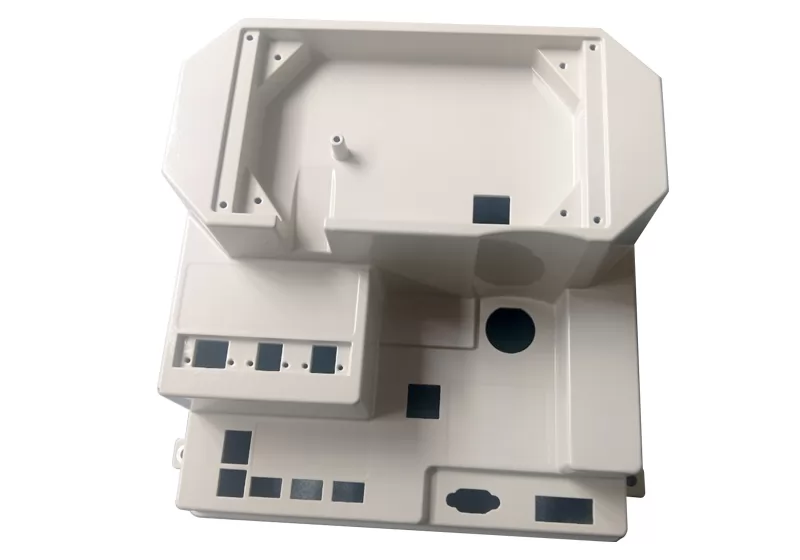
This is a custom aluminum casting for a dental treatment chair, serving multiple functions including connection, mechanical support, and mounting.
1. Product Standards and Requirements: Material: ADC12; General dimensional tolerance grade: ISO 2768-mK; Minimum tolerance: ±0.1; Concentricity: 0.03; Surface must be free from any defects – powder coating particles must be smaller than 0.3mm and not exceed 2 in number; Neutral salt spray test: 240 hours. PPAP approval must be completed and passed before formal mass production.
2. Product Challenges: The product structure is relatively complex, primarily demanding high requirements for the appearance surface.
The overall project presents significant difficulty, particularly testing our standardized product certification capabilities and quality control capacity.
This dental treatment chair aluminum casting offers advantages such as lightweight construction, moderate strength, excellent corrosion resistance, and superior thermal conductivity, making it well-suited for the environmental demands of dental treatment chair applications. The finished product fully meets the customer's design objectives, providing a higher-performance and more reliable solution for designing such medical equipment.
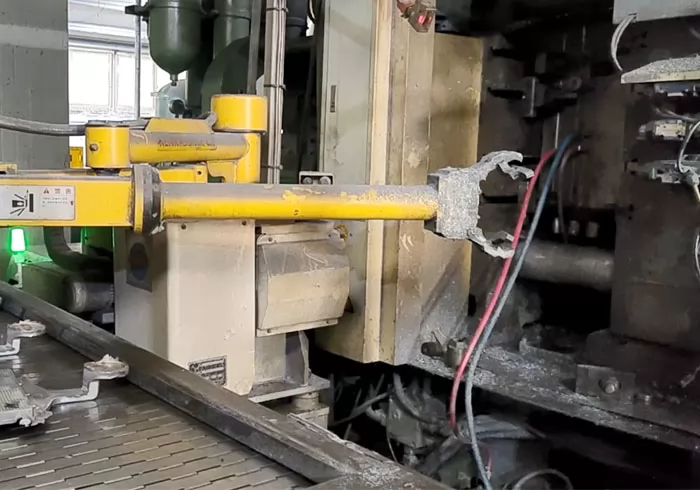
Production Process
Mould making→Melting→High Pressure Die Casting→Cutting the sprue and riser→Deburring→Drilling→Reaming of pin holes→Vibratory Finishing→Packaging & inspection
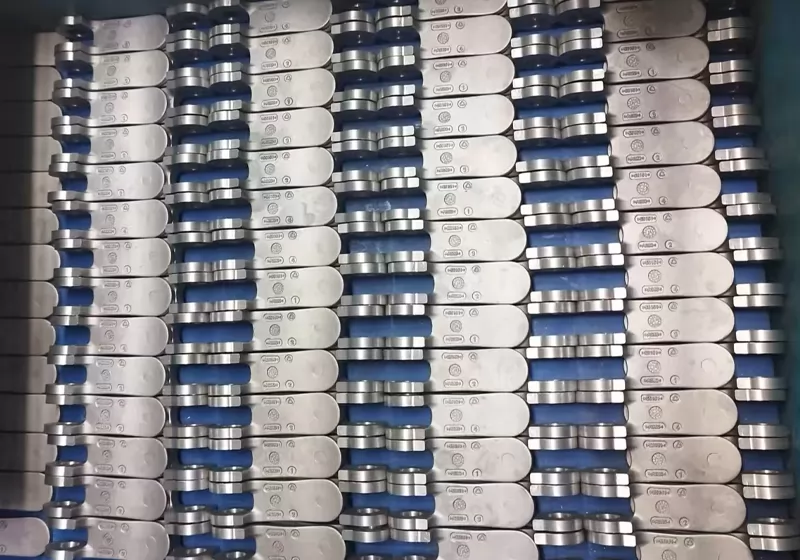
Production Show
FAQs
Q1. What functions does this small dental chair accessory casting serve?
This casting serves as a connection, mechanical support, and mounting component within the dental chair assembly—likely a pivot bracket or hinge element for an adjustable armrest or accessory arm. Unlike the larger structural housing parts in the chair, this small part (22g) is a precision interface component where dimensional accuracy directly affects the smooth operation and positional repeatability of the moving assembly it connects.
Q2. Why does this tiny 22g casting require a 0.03mm concentricity tolerance?
As a connection and pivot component, the bore or shaft feature must be precisely concentric to ensure smooth rotation, even load distribution, and no binding in the dental chair's adjustable mechanism. A 0.03mm concentricity tolerance on a part this small is extremely tight—it cannot be achieved from the die casting alone and requires dedicated CNC turning with careful datum referencing, followed by precision reaming to bring the bore to final size and geometry.
Q3. Why does the production process include a reaming step after drilling?
Drilling alone leaves a bore with rougher surface finish and less precise diameter and roundness than a reamed hole. Reaming uses a multi-fluted tool to remove a small amount of material with very light cutting action, producing a hole with tighter dimensional tolerance, better cylindricity, and smoother surface finish. For a pivot or pin hole on a dental chair component requiring 0.03mm concentricity, reaming is the key operation that achieves the final precision needed for correct fit and smooth articulation.
Q4. What surface appearance requirements apply to this dental chair accessory, and why are they strict?
Like other dental chair components, this part requires a defect-free powder coated surface with coating particles smaller than 0.3mm and no more than 2 in number. As a visible accessory component on patient-facing medical equipment, any surface blemish—parting line marks, ejector pin impressions, coating lumps—reflects poorly on the chair's quality and hygiene perception. The 240-hour salt spray requirement also ensures the coating withstands the frequent disinfectant cleaning typical in dental clinic environments.
Q5. What challenges does die casting a 22g part with 3mm minimum wall thickness present?
Very small, thin-walled parts solidify extremely quickly after injection, leaving little time for the metal to fill all features before freezing—making cold shuts and short shots more likely. At the same time, the small size means ejector pins occupy a larger proportion of the available surface area, increasing the risk of ejector marks on visible surfaces. Mold temperature control and injection speed must be precisely tuned for this part's small volume and thin walls, and ejector pin placement must avoid all appearance-critical surfaces.
Share your thoughts
Showing
6
of
0
reviews