Bicycle Aluminum Parts Development Case
Project Brief
This is a custom-designed aluminum die-casting housing for a bicycle component, serving as the outer shell of an important part and requiring precise assembly.
1. Product Standards & Requirements: Material: K-ALLoy; General dimensional tolerance grade: ISO 8062-CT3; Flawless appearance (no visible defects); Surface roughness: Ra6.3µm; Exterior: black fine texture powder coating, thickness 100±20µm; Neutral salt spray test: 240 hours. PPAP approval must be completed and passed before formal mass production.
2. Product Challenges: The product has an unconventional, unique structure, posing difficulties in mold design. High appearance requirements involve both A-side and B-side surfaces.
Risk Keywords: Complex structure, High precision, Fracture, Assembly accuracy, Zero appearance defects
The overall project presented a significant challenge, particularly testing our capabilities in mold design and quality control.
Development Process
For this project, we formed a development team including mold designers, casting engineers, machining engineers, measurement engineers, quality engineers, and sales. The team applied the core methodology of the internationally advanced IATF 16949 standard - Advanced Product Quality Planning (APQP), entering a comprehensive product development process focused on quality.

We first conducted a DFM analysis of the product design. After communicating with the customer, we optimized certain structural details to enhance manufacturability while ensuring functionality, establishing mutually agreed-upon technical specifications and quality standards.
Considering the application environment and performance requirements of this bicycle component housing, the material was confirmed as K-ALLoy. Based on the material properties and the core design elements of the product, the process route of high-pressure die casting (HPDC) + CNC precision machining was ultimately determined, balancing technical feasibility, quality stability, and cost control.
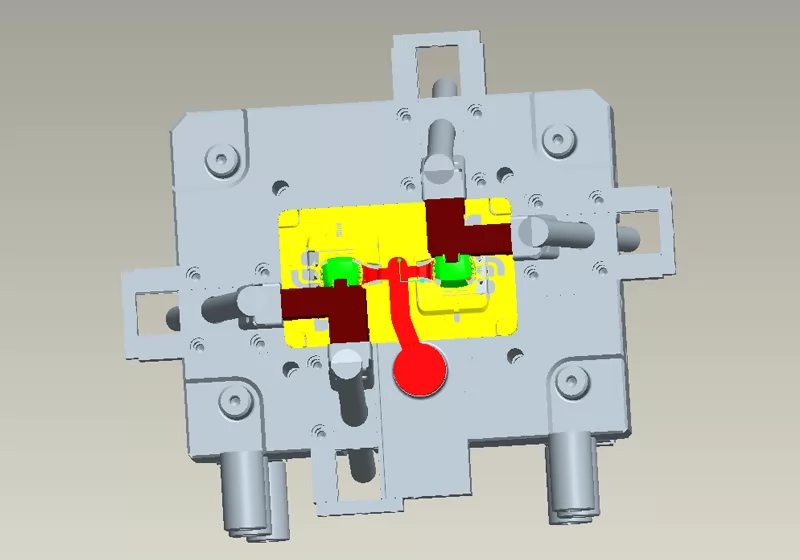
Subsequently, technical engineers performed mold simulation and mold flow analysis to predict and optimize various challenges and process parameters, and established preliminary Process Flow Charts and Control Plans.
Finally, the plan was gradually validated, and issues were identified and resolved in the subsequent practical stages.
Practice Validation & Optimization
Starting from mold manufacturing, the project entered the actual production phase. Our company proceeded according to the initial Process Flow Chart, established the Control Plan, and applied FMEA tools for risk analysis and assessment of various potential failure modes. The main key issues encountered during the actual manufacturing process were as follows:
A. Mold Design Optimization Solves Side Hole Appearance Issue
During the sampling stage, quality inspection engineers discovered abnormal square hole shapes and thick flash on the edges during a comprehensive appearance check of the castings, which would affect customer assembly. The technical team immediately conducted a quality review and determined the root cause: Due to product structure constraints, ejector pins were located on the inner bottom surface of the product. During mold opening, the product could easily be punctured by the ejectors. If the top surface was punctured, the product could shift but not fully eject, causing the sliding core to collide with the stuck product during movement, resulting in damage to the sliding core end face.
Solutions:
1. Added backup side sliding cores.
2. Increased spray head water spraying time to reduce the risk of sticking.
3. Added sensors to the die-casting machine to promptly detect sticking and prevent sliding core impact damage.

Problem Slider
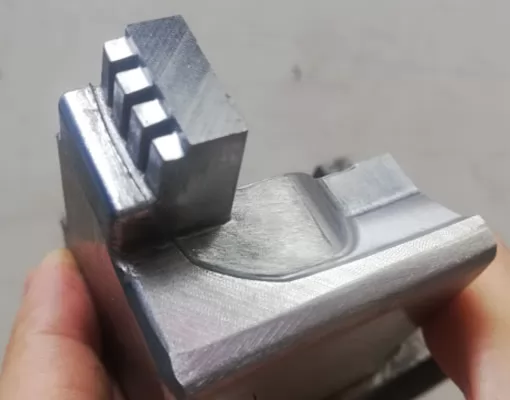
New Slider
After implementing these solutions, multiple batch verifications showed very significant results, reducing the product defect rate from 60% to less than 2%.
B. Operational Standards Solve Appearance Challenges
Product Appearance Requirements: The product surface must be free from defects such as cold shuts, short shots, porosity, flash, cracks, scratches, deformation, ejector pin marks, burrs, bumps, and scratches; critical assembly surfaces must be free from excess material or powder coating buildup; all appearance surfaces must have smooth transitions without uneven steps or polishing deformation defects; surface color should be uniform and consistent, without yellowing, spots, oil residue, exposed substrate, off-colors, pinholes, particles, buildup, or scratches.
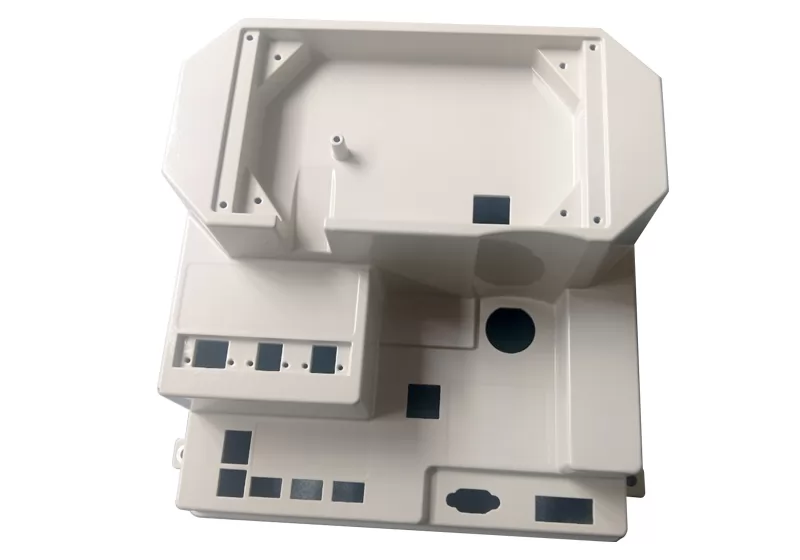
This bicycle component had high appearance requirements, especially for the exterior surfaces after assembly, particularly the A-side and B-side. However, the 2D drawings were relatively simple and did not fully reflect detailed requirements, such as specific localized irregular angles. When the first batch of samples was submitted, the customer expressed dissatisfaction with the appearance details. The team actively addressed this. First, we engaged in deep communication with the customer, established detailed process documentation, created standard files for every detail requirement, and clarified operating requirements and specifications. Secondly, we strengthened training for operators to ensure every step was performed standardly and without deformation.

Different appearance surfaces of the product
Quality Control
The entire development process was a systematic procedure of identifying and controlling quality risks while continuously optimizing the process. The bicycle component housing project team leveraged rich experience and solid technology to conduct technical reviews and repeated verification at every process step, systematically identifying and tackling potential risk points. The team's quality engineers strictly adhered to the IATF 16949 quality system, implementing the full APQP process requirements to achieve full-process quality control. Throughout the process, various standardized documents and practices such as FMEA, SPC, MSA, and Control Plans were established and executed to prevent potential process risks, quality risks, and control quality variation. Finally, PPAP documentation was established and approved by the customer, laying a solid foundation for formal mass production.
The process included first-article inspection, in-process inspection, and outgoing inspection, establishing complete inspection data retention to ensure all quality data is traceable and verifiable.
Results and Evaluation
Finished Product Metrics:
1. Dimensional Accuracy: All met according to ISO 8062-CT3 requirements.
2. Surface Quality: Free from any visible defects; standard met.
3. Salt Spray Test: 240 hours completed.
5. PPAP completed and approved by the customer.
The development of this aluminum die-cast bicycle component project by Innovaw, characterized by its relatively high technical difficulty and stringent comprehensive performance requirements, served as a test of the manufacturer's overall capabilities. Relying on our profound expertise in high-pressure die casting, precision CNC machining capabilities, and an excellent quality management system consistently implemented throughout the process, we successfully overcame the challenges and delivered a high-quality product that met and even exceeded customer expectations. This fully demonstrates our casting development team's professional capability for systematic problem analysis and rapid closed-loop improvement in developing complex structural components.
Production Process
Mould making→Melting→High Pressure Die Casting→Cutting the sprue and riser→Polishing→Deburring→Shot Blasting→Machining→Powder Coating→Packaging & inspection
FAQs
Q1. Why is K-Alloy specified for this bicycle component housing rather than a standard alloy like ADC12?
Bicycles operate outdoors in rain, mud, and varying humidity, and components are frequently exposed to cleaning agents and sweat. K-Alloy's superior corrosion resistance makes it the appropriate choice for a housing that must pass a 240-hour neutral salt spray test and maintain its appearance over the product's service life. Compared to ADC12, K-Alloy sacrifices some fluidity but provides significantly better long-term protection in outdoor environments—a trade-off that makes sense for a visible consumer product where surface degradation is unacceptable.
Q2. What caused the 60% defect rate from side hole damage, and how was it eliminated?
The ejector pins were positioned on the inner bottom surface, and when the product stuck to the mold during ejection, the pin would puncture through without releasing it cleanly. As the sliding core then moved to open, it collided with the stuck casting, damaging the slider end face and deforming the square hole geometry. Three measures fixed it: adding backup side sliding cores to improve ejection balance, increasing cooling spray time to reduce sticking risk, and adding sensors to detect sticking before the slider moves—bringing the defect rate from 60% to under 2%.
Q3. What does requiring both A-side and B-side appearance approval mean for a bicycle housing?
A-side refers to the primary visible surfaces seen by the user during normal use, while B-side covers secondary visible surfaces seen from other angles or during assembly. Requiring both sides to meet appearance standards—free from ejector marks, parting line steps, coating buildup, color variation, and surface irregularities—is significantly more demanding than single-side approval and affects mold design decisions about where ejector pins and parting lines can be placed. It also means every surface must be polished, deburred, and coated to the same standard, with no "hidden" side that can be ignored.
Q4. Why does the powder coating on this bicycle part require a specific thickness of 100±20µm?
The coating thickness specification of 100±20µm balances three competing requirements: sufficient film build for corrosion protection and impact resistance in outdoor cycling use, consistent visual appearance (thin coatings appear translucent or uneven; overly thick coatings lose texture definition), and dimensional control at assembly interfaces where excess coating can cause fit problems. The black fine texture finish specified for this part also requires a minimum film thickness to fully develop the texture pattern uniformly across all surfaces.
Q5. How does ISO 8062-CT3 casting tolerance grade affect what this part looks like before CNC machining?
ISO 8062-CT3 is one of the tightest casting tolerance grades applicable to HPDC, meaning the as-cast blank must already closely conform to the design geometry before any machining. This reduces the machining stock needed on precision surfaces, minimizes the risk of cutting through the denser surface skin into more porous subsurface material, and ensures that non-machined as-cast surfaces—particularly the appearance surfaces on this housing—are already within the dimensional band required for assembly and coating, without needing secondary sizing operations.