Dental Chair Components Development Case
Project Brief
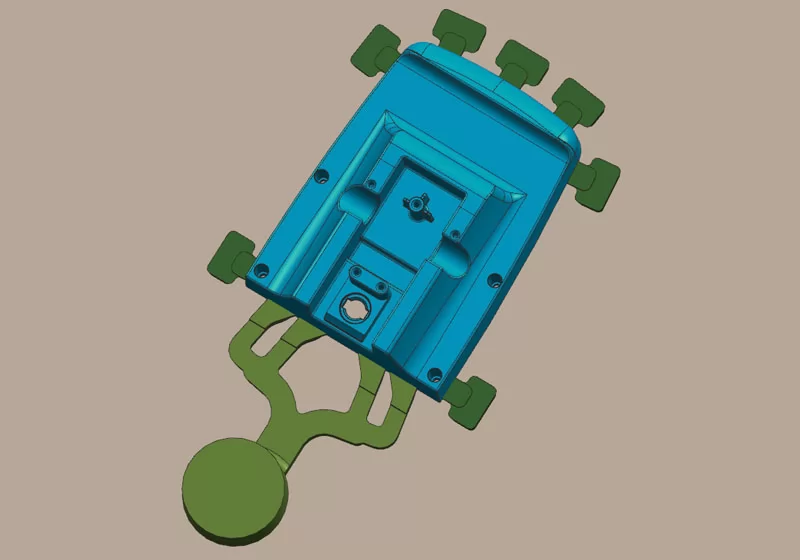
This custom-designed aluminum die-casting part for dental chairs serves as a critical component within the dental chair system. The product features an irregular three-dimensional shape with multiple functional openings and grooves, boasting a compact design.
1. Product Standards & Requirements: Material: ADC12; General dimensional tolerance grade: ISO 2768-mK; Minimum tolerance: 0.1; Flatness: 0.2; Surface must be free from any defects – powder coating particles must be smaller than 0.3mm and not exceed 2 in number; Neutral salt spray test: 240 hours. PPAP approval must be completed and passed before formal mass production.
2. Product Challenges: The product structure is relatively complex, primarily demanding high requirements for the appearance surface.
Risk Keywords: Complex structure, High precision, Fracture, Assembly accuracy, Zero appearance defects
The overall project presented a significant challenge, particularly testing our capabilities in mold design and quality control. Development Process
Development Process
Following the core methodology of the internationally advanced IATF 16949 standard - the Advanced Product Quality Planning (APQP) process, we formed a project development team comprising mold designers, casting engineers, machining engineers, measurement engineers, quality engineers, and sales, initiating a comprehensive product development effort.

We began with DFM analysis to optimize certain structural details for enhanced manufacturability, establishing mutually agreed-upon technical specifications and quality standards with the customer.
The customer specified ADC12 aluminum alloy for these Dental Chair parts. Based on this material's properties and the core design elements of the product, the process route of aluminum high-pressure die casting (HPDC) + CNC precision machining was ultimately determined, balancing technical feasibility, quality stability, and cost control.
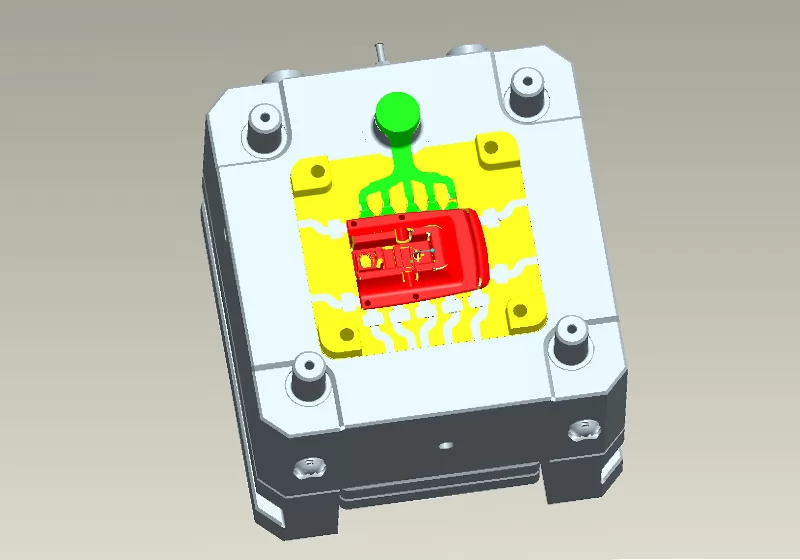
Subsequently, technical engineers performed mold simulation and mold flow analysis to predict and optimize various challenges and process parameters, and established preliminary Process Flow Charts and Control Plans.
Finally, the plan was gradually validated, and issues were identified and resolved in the subsequent practical stages.
Practice Validation & Optimization
Marked by the commencement of mold manufacturing, the project entered the actual production phase. Our company proceeded according to the initial Process Flow Chart, established the Control Plan, and applied FMEA tools for risk analysis and assessment of various potential failure modes. The main key issues encountered during the actual manufacturing process were as follows:
A. Porosity Optimization Issue
During the sampling stage, the first batch of 50 die-cast parts was produced. Quality inspection engineers, using X-ray inspection equipment, identified localized porosity exceeding standards, with a defect rate reaching 30%. The development team conducted technical investigation and optimization, performing a detailed analysis of the defect distribution pattern, flow field, and temperature field.
The final solution was determined:
1. Enhance auxiliary venting design on both sides of the mold and optimize the gate design.
2. Adjust and precisely control melting and high-pressure die-casting parameters, with particular focus on optimizing intensification pressure and injection speed. Statistical Process Control (SPC) was applied to core parameter data; data from each batch was collected into the system and analyzed using SPC tools for continuous monitoring and improvement.
After these optimizations and adjustments, another 50 samples were produced. Inspection engineers confirmed via X-ray inspection that the qualified rate reached 100%.
B. Refined Operations Meet High Appearance Requirements
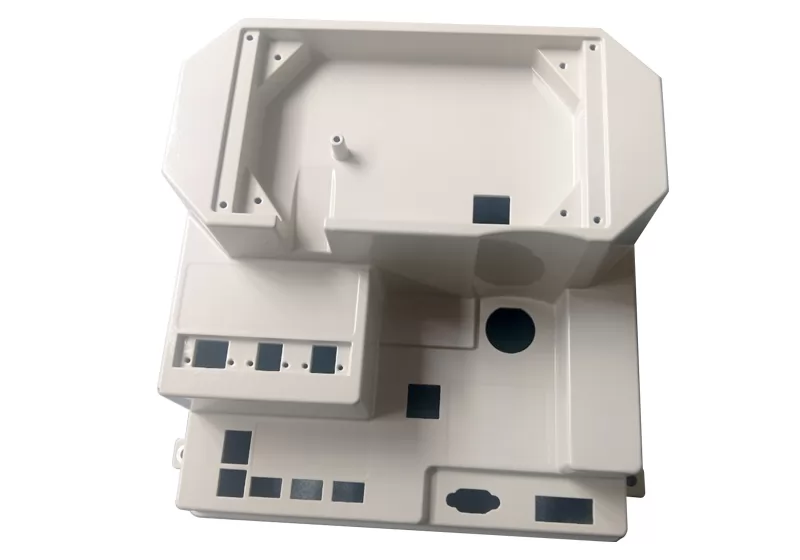
The customer had extremely high requirements for the surface quality of these Dental Chair parts. Not only must the surface be free from defects like cold shuts, short shots, porosity, flash, cracks, scratches, deformation, ejector pin marks, burrs, bumps, and scratches, but also specific requirements were placed on tactile experience factors such as surface particle size and smoothness.
After the first batch of samples was sent to the customer, feedback indicated visual marks at the parting line, some unsmooth edges, and localized rough coating. The team actively addressed this. We engaged in deep communication with the customer, established detailed process documentation, created standard files for every detail requirement, and clarified operating requirements and specifications. Secondly, we strengthened training for operators to ensure every step was performed standardly, particularly increasing the emphasis on polishing and inspecting product details that the customer focused on.
Through multiple rounds of refining the product's appearance details, we finally met the customer's stringent requirements.
Quality Control
The entire development process for the dental chair parts project was a systematic procedure of identifying and controlling quality risks while continuously optimizing the process. The project team leveraged rich experience and solid technology to conduct technical reviews and repeated verification at every process step, systematically identifying and tackling potential risk points. The team's quality engineers strictly adhered to the IATF 16949 quality system, implementing the full APQP process requirements to achieve full-process quality control. Throughout the process, various standardized documents and practices such as FMEA, SPC, MSA, and Control Plans were established and executed to prevent potential process risks, quality risks, and control quality variation. Finally, PPAP documentation was established and approved by the customer, laying a solid foundation for formal mass production.
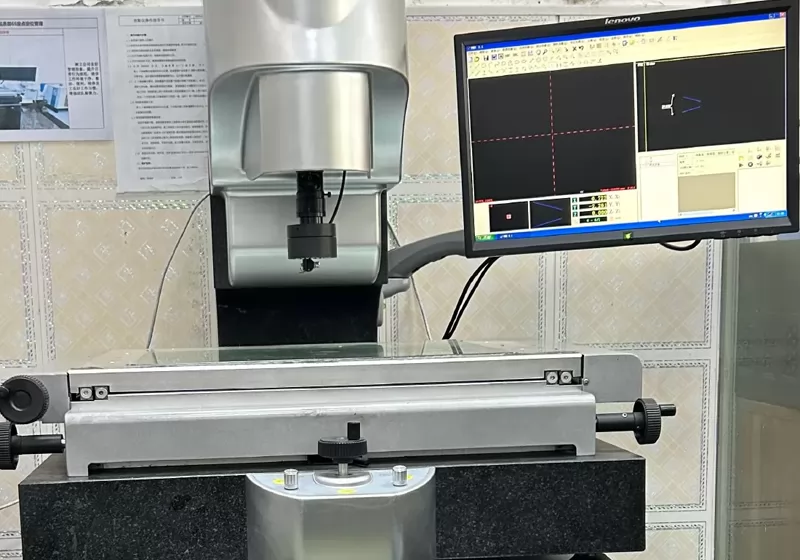
The process included first-article inspection, in-process inspection, and outgoing inspection, establishing complete inspection data retention to ensure all quality data is traceable and verifiable.
Results and Evaluation
Finished Product Metrics:
1. Dimensional Accuracy: Including flatness and over 50 dimensional standards, all met.
2. Surface Quality: Fully met customer audit standards.
3. PPAP completed and approved by the customer.
The development of this aluminum die-cast Dental Chair parts project by Innovaw, characterized by its relatively high technical difficulty and stringent comprehensive performance requirements, served as a test of the manufacturer's overall capabilities. Relying on our profound expertise in high-pressure die casting, precision CNC machining capabilities, and an excellent quality management system consistently implemented throughout the process, we successfully overcame the challenges and delivered a high-quality product that met and even exceeded customer expectations. This fully demonstrates our casting development team's professional capability for systematic problem analysis and rapid closed-loop improvement in developing complex structural components.
Production Process
Mould making→Melting→High Pressure Die Casting→Cutting the sprue and riser→Deburring→Drilling→Reaming of pin holes→Vibratory Finishing→Packaging & inspection
FAQs
Q1. How to get a quote?
We ask for 3D models or detailed 2D drawings. Samples may also be provided for pricing purposes. Please also provide specific details such as the product quantity, annual demand, raw materials, and dimensional tolerances. We accept 3D models in .PRT and .SLDPRT formats, as well as neutral formats such as .IGS, .STP, and .X_T.
Q2. What is the minimum order quantity for the product?
Q3. How long does it usually take to deliver the product?
Because the customer's product demand and complexity is different, need to use different die-casting or casting process, so the delivery time is not the same, we will be with the customer before booking the contract for delivery time confirmation. tooling lead time: 5-8weeks according to different parts; first samples lead time: 1-3weeks after tooling ready. mass order lead time: 5-7weeks
Q4. How to ensure quality?
we will use 8D tool to process customer's complaint, define root cause and improvment actions.