Metal Injection Molding vs Die Casting: Which Process Is Right for You?
Choosing between metal injection molding vs die casting is one of the most consequential decisions in metal parts manufacturing — get it right and you save cost, time, and tooling headaches; get it wrong and you're looking at expensive redesigns mid-production. With the global MIM market projected to exceed $4.5 billion by 2030 and die casting remaining the backbone of automotive and electronics manufacturing, both processes are growing — but for very different reasons.
The core answer: MIM excels at small, complex, high-precision parts in advanced alloys like stainless steel and titanium; die casting dominates for larger structural components in aluminum, zinc, or magnesium at high volume. This guide is built for:
- Product engineers evaluating manufacturing processes for a new component
- Procurement teams comparing cost structures across production volumes
- Designers who need to understand geometry and material constraints before committing to tooling
- Anyone switching from one process to the other and needing a clear conversion framework
This guide covers everything that separates these two processes — materials, tolerances, tooling, cost, and applications — because the right choice depends on your specific part, not a general rule of thumb. Read on to find out which process fits yours.
Table of contents
- Metal Injection Molding vs Die Casting
- What Is Metal Injection Molding (MIM)?
- What Is Die Casting?
- Metal Injection Molding vs Die Casting: Process Comparison
- MIM vs Die Casting: Material Selection
- Design and Geometry: Which Process Handles Complexity Better?
- Dimensional Accuracy and Tolerances
- Mechanical Properties and Part Quality
- Tooling Design and Mold Lifespan
- Cost Analysis: Metal Injection Molding vs Die Casting
- Production Volume and Scalability
- Industry Applications: Where Each Process Excels
- Sustainability and Environmental Impact
- How to Choose: MIM or Die Casting?
- Conclusion
Metal Injection Molding vs Die Casting — Why the Choice Matters
MIM and die casting may both inject material into a mold under pressure, but they operate on fundamentally different principles and serve very different engineering needs. Wrong choice means wrong material, wrong tolerance, or a cost structure that only makes sense at the wrong volume. The table below gives you the full picture at a glance.
| Category | Metal Injection Molding (MIM) | Die Casting |
|---|---|---|
| Raw Material | Metal powder + polymer binder | Molten metal ingots |
| Typical Materials | Stainless steel, titanium, tungsten alloys | Aluminum, zinc, magnesium |
| Part Complexity | Very high — intricate 3D geometries | Moderate — limited by draft angles |
| Wall Thickness | As thin as 0.5 mm | Typically 1.5 mm minimum |
| Tolerances | ±0.3–0.5% of dimension | ±0.5–1% of dimension |
| Part Weight | 0.1 g – 100 g | A few grams – 10+ kg |
| Ideal Volume | 10,000+ parts | 50,000+ parts |
| Typical Applications | Medical devices, firearms, watch parts | Automotive housings, electronics enclosures |
The sections that follow unpack each factor in depth — starting with a clear explanation of each process.
What Is Metal Injection Molding (MIM)?
Metal Injection Molding is best understood as plastic injection molding adapted for metal. Fine metal powder (5–20 µm) is blended with a polymer binder at roughly a 60:40 ratio to create a feedstock, which is injected into a mold just like plastic. What happens next is what makes MIM unique — a multi-stage thermal process that transforms a fragile powder compact into a dense, high-strength metal part.
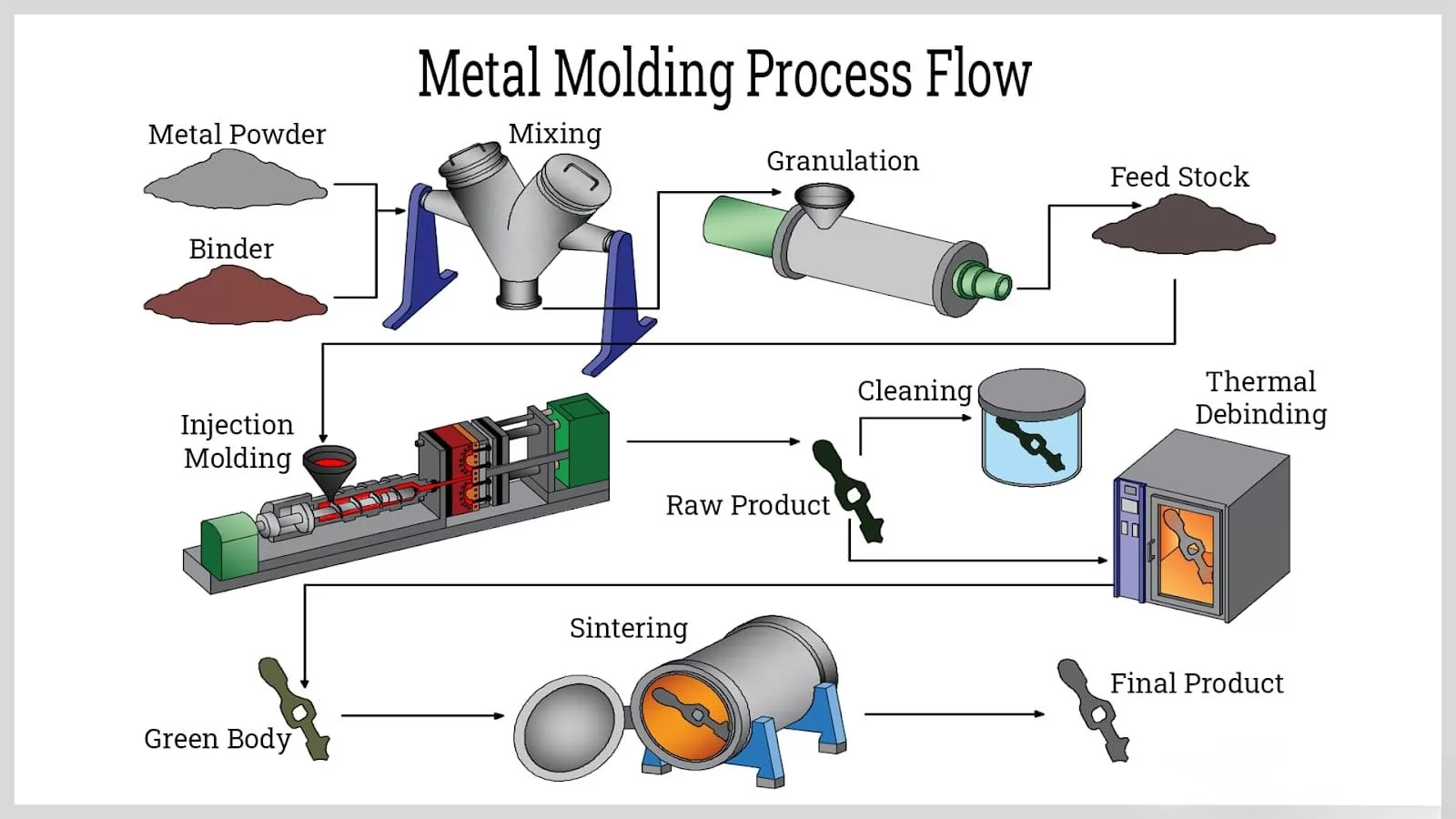
The four stages of the MIM process:
- Mixing: Metal powder and binder are compounded into uniform feedstock pellets.
- Injection Molding: Feedstock is injected into the mold cavity, cooled, and ejected as a "green part" — shaped but fragile.
- Debinding: The binder is removed thermally, chemically, or catalytically, leaving a porous "brown part" that holds its shape.
- Sintering: The brown part is heated to just below the metal's melting point. Metal particles fuse, the part densifies to 95–99% of theoretical density, and shrinks approximately 15%.
That ~15% sintering shrinkage is one of MIM's defining characteristics — it must be precisely compensated in the tooling design. But the payoff is significant: sintered MIM parts achieve mechanical properties comparable to wrought metal.
Materials MIM can process: stainless steels (316L, 17-4 PH), titanium alloys, tungsten alloys, tool steels, low alloy steels, copper alloys — far beyond what die casting can handle.
Real-world example: A stainless steel surgical instrument jaw — with serrated grips, a pivot hole, and internal fluid channels — can be produced as a single MIM part with no assembly required. The same design in die casting would need multiple components and extensive secondary machining. This is why MIM is widely used in medical device manufacturing.
The trade-offs are real: higher upfront cost, limited part size (typically under 100 g), and longer lead times due to the debinding and sintering steps. But for the right part, no other process comes close.
What Is Die Casting?
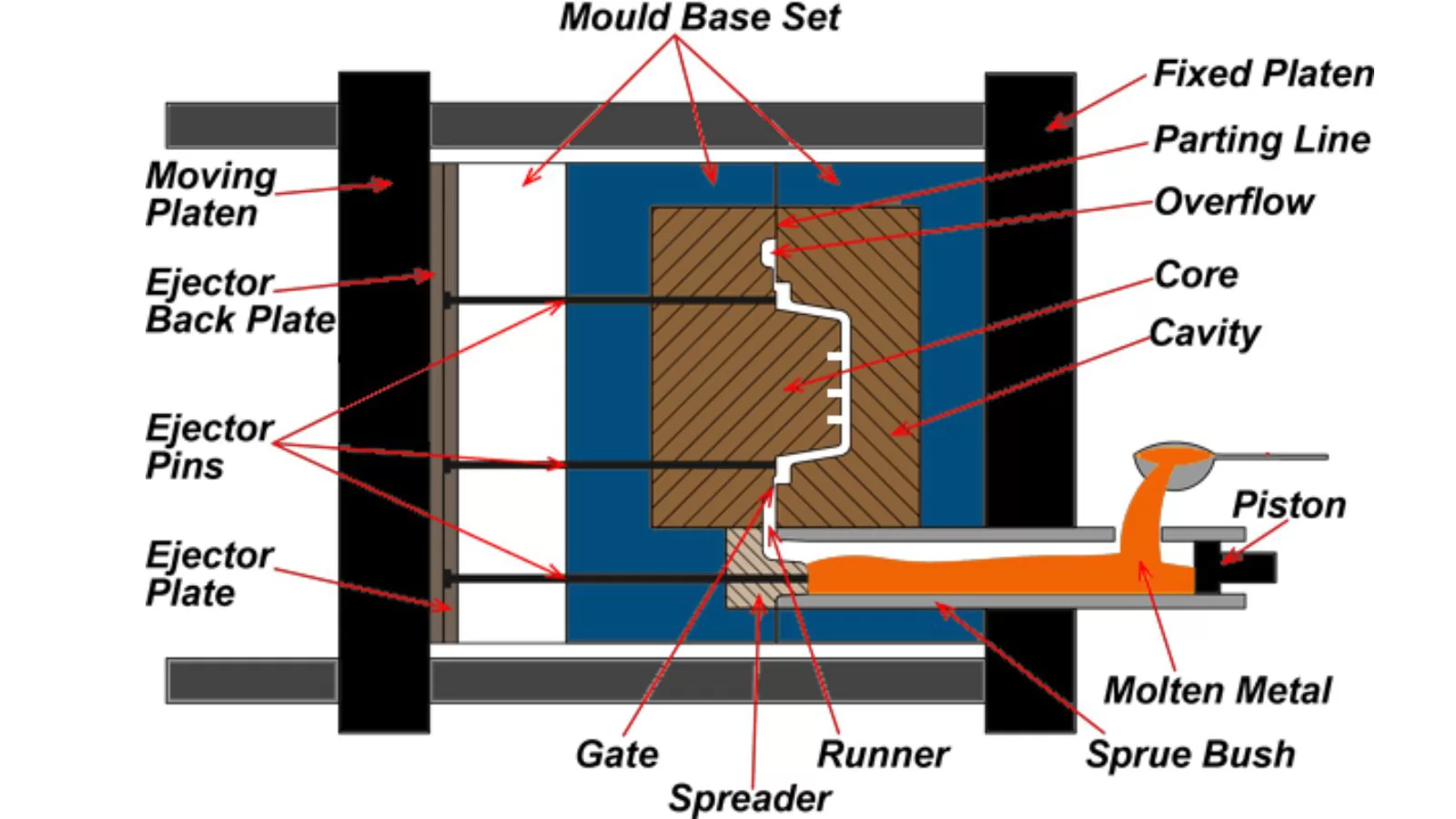
Die casting forces molten metal into a hardened steel mold at high pressure — typically 10 to 175 MPa. The metal solidifies rapidly, the die opens, and the part is ejected. The whole cycle takes seconds to minutes, making die casting one of the fastest metal forming processes available.
There are two main process variants:
- Hot Chamber Die Casting: The injection mechanism sits submerged in the molten metal reservoir. Faster cycle, better for low-melting-point metals like zinc and magnesium. Common in consumer electronics hardware and small components. Learn more about zinc die casting.
- Cold Chamber Die Casting: Metal is ladled into a separate injection chamber for each shot. Slower, but handles higher-melting-point alloys like aluminum and copper. Dominates structural industrial applications — see our high pressure die casting capabilities.
Die casting is optimized for non-ferrous metals. Aluminum accounts for roughly 80% of all die cast parts — its strength-to-weight ratio, thermal conductivity, and castability make it the default choice. Zinc, magnesium, and copper alloys cover the rest.
The hard material boundary: steel dies degrade rapidly at the temperatures needed to melt stainless steel or titanium. This is why die casting is limited to non-ferrous alloys — and why MIM exists.
Real-world example: An aluminum automotive transmission housing produced at 200,000 units/year. Die casting delivers the structural integrity, thermal conductivity, and low cost-per-part that no other process can match at that scale — exactly the kind of work our automotive casting team handles daily.
Key limitations to keep in mind:
- Material restricted to non-ferrous alloys (no stainless steel, titanium, or tool steel)
- Porosity risk from trapped gases during solidification
- Draft angles required — undercuts are costly
- Flash and trimming always needed post-casting
Metal Injection Molding vs Die Casting: Process Comparison
Both processes inject material into a mold under pressure — but the feedstock, temperatures, and what happens after the mold opens are completely different.
MIM fills the mold with a paste-like feedstock at ~150–200°C in a laminar, controlled flow that faithfully replicates fine surface details. Die casting injects liquid metal at 420–700°C under turbulent, high-pressure conditions — fast and effective for large parts, but harder on the mold and more prone to surface imperfections.
The most important difference is what comes after ejection:
- Die casting: Trim the flash, deburr, and the part is essentially ready. Many die cast parts then go through surface finishing or CNC machining for critical features. Secondary operations are fast and well-understood.
- MIM: The green part still needs debinding (hours) and sintering (more hours), plus 15% shrinkage along the way. Longer pipeline — but this is where MIM earns its mechanical properties and near-net-shape precision.
Bottom line: if throughput and fast turnaround are critical, die casting wins on cycle time. If material performance, tight tolerances, and complex geometry matter more, MIM's longer process is worth it.
MIM vs Die Casting: Material Selection
Material compatibility is often the single factor that makes the decision for you — and the boundary is largely defined by melting point.
Die casting is limited to non-ferrous alloys: aluminum, zinc, magnesium, and copper. The steel dies simply cannot withstand the temperatures required to melt stainless steel or titanium. MIM sidesteps this entirely — because the metal sinters rather than melts, MIM can process virtually any alloy available in fine powder form.
MIM-exclusive materials:
- Stainless steels (316L, 17-4 PH) — corrosion resistance, biocompatibility
- Titanium alloys — lightweight, biocompatible, aerospace-grade
- Tool steels — extreme hardness and wear resistance
- Tungsten heavy alloys — high density, radiation shielding
- Superalloys (Inconel) — high-temperature strength
Die casting-exclusive materials:
- Aluminum alloys (~80% of die cast production) — strength-to-weight, thermal conductivity. See our full range of die casting materials and applications.
- Zinc alloys — thin walls, high dimensional accuracy, low cost. See zinc vs aluminum die casting for a detailed comparison.
- Magnesium alloys — lightest structural metal
Copper and brass alloys sit in the overlap — both processes can handle them, so cost and geometry requirements drive the decision there.
Simple rule: If your part needs to be stainless steel, titanium, or any ferrous alloy — MIM is your only realistic option between these two processes. If aluminum, zinc, or magnesium works — die casting is almost certainly more cost-effective.
Design and Geometry: Which Process Handles Complexity Better?
This is where MIM's advantage becomes most tangible. Because MIM uses a paste-like feedstock that flows like plastic, it can fill highly complex mold cavities that molten metal simply cannot reach cleanly. Features that MIM handles in a single step:
- Undercuts and side features — no extra tooling cost
- Cross-holes and internal channels
- Wall thickness down to 0.5 mm
- Threads, logos, and fine surface textures molded directly in
- Multiple components consolidated into one part
Die casting handles moderate complexity well — ribs, bosses, and thin walls are all achievable. But undercuts require expensive side-actions in the tool, very fine features are difficult to fill reliably, and draft angles are mandatory for mold release. Die casting excels when the complexity lies in the overall form and scale of the part, not in micro-level detail. For an alternative when part complexity is high but volumes are lower, aluminum investment casting is also worth evaluating.
Part size is the other key constraint. MIM is optimized for small components — typically under 100 g, with most production parts in the 1–30 g range. Die casting scales up to multi-kilogram structural components.
| Design Factor | MIM | Die Casting |
|---|---|---|
| Undercuts | Easily incorporated | Requires costly side actions |
| Minimum Wall Thickness | 0.5 mm | 1.5 mm |
| Part Weight Range | 0.1 g – 100 g | A few grams – 10+ kg |
| Draft Angles Required | Minimal | Mandatory |
| Part Consolidation | Multiple features in one shot | Limited |
Dimensional Accuracy and Tolerances
MIM typically holds tolerances of ±0.3–0.5% of dimension, with surface roughness around Ra 0.8–1.6 µm straight out of sintering. For many applications — medical devices, watch components, firearm parts — this means the part comes out of the furnace ready to use, with no secondary machining needed.
Die casting achieves ±0.5–1% as-cast, with surface roughness typically Ra 1.6–6.3 µm. For non-critical dimensions that's perfectly adequate, but threads, tight-tolerance bores, and precision mating surfaces usually require CNC machining after casting.
Both processes can reach ±0.05 mm on critical features — the difference is that MIM often gets there without extra steps, while die casting generally needs secondary machining. Always factor machining cost into your total comparison, not just the piece price.
Mechanical Properties and Part Quality
MIM's sintered microstructure is fine-grained and uniform throughout the part — no skin-core divide, no trapped gas voids. This gives MIM parts isotropic properties: strength is consistent regardless of the direction force is applied. The numbers tell the story:
| Property | MIM Steel (As-Sintered) | MIM Steel (Heat-Treated) | Die Cast Aluminum (As-Cast) |
|---|---|---|---|
| Density | 95–99% theoretical | 95–99% theoretical | Near 100% (porosity risk) |
| Tensile Strength | ~550 MPa | 1,200+ MPa | ~300 MPa |
| Hardness | ~25 HRC | 45+ HRC | Lower (HRB scale) |
| Directional Strength | Isotropic | Isotropic | Anisotropic |
Heat treatment can push sintered MIM steel to wrought-level performance — above 1,200 MPa tensile strength and 45+ HRC hardness. That makes heat-treated MIM steel suitable for firearm mechanisms, aerospace brackets, and other high-stress applications where die cast aluminum simply isn't strong enough.
Die cast aluminum has inherent porosity risk that limits its use in pressure-tight or high-fatigue environments. T5/T6 heat treatment improves its properties meaningfully — but the ceiling is lower. For most structural automotive and consumer electronics applications, die cast aluminum is more than adequate. For precision-critical, high-stress components, MIM's superior microstructure makes a material difference.
Tooling Design and Mold Lifespan
Tooling cost is in a similar range for both processes — MIM tools typically run $1,400–$2,800, die casting tools $1,200–$4,200+. But the design challenges and long-term lifespan are very different. For a full breakdown of what drives die casting tooling cost, see our die casting mold price guide.
MIM tooling:
- Must be built ~15–20% oversized to compensate for sintering shrinkage — precise upfront calculation is critical
- Primary wear from abrasive feedstock at gates and runners
- Operates at mild ~200°C — less thermal stress
- Typical lifespan: 500,000 – 1,000,000+ shots
Die casting tooling:
- Operates at ~650°C — repeated thermal cycling with every shot
- Heat checking, erosion, and metal soldering are main failure modes
- Requires regular maintenance: polishing, stress relief, weld repair
- Typical lifespan: 100,000 – 500,000 shots
MIM tools last longer and need less maintenance, but require more precise upfront engineering. Die casting tools wear faster and cost more to maintain over a long production run — factor this into any multi-year cost model.
Cost Analysis: Metal Injection Molding vs Die Casting
Neither process is cheap upfront — both require significant tooling investment that only makes sense spread across a large production run. The real comparison happens at the part level, and it depends on volume, size, complexity, and how much secondary processing is needed.
Where MIM has a cost advantage:
- Small, complex parts where near-net-shape output eliminates secondary machining
- Parts requiring high-performance materials (stainless steel, titanium) that die casting can't process
- Volumes of 10,000–50,000 units where die casting's minimum viable volume isn't met
Where die casting has a cost advantage:
- Larger parts (over 100 g) where MIM isn't viable
- High volumes (50,000+) where fast cycle times and cheap ingot material dominate cost
- Parts where as-cast surface finish and moderate tolerances are sufficient
Don't just compare piece price. A MIM part that ships ready-to-use often beats a die cast part that needs three machining steps before it's usable. Model total cost: tooling amortization + material + cycle time + secondary operations + finishing.
Production Volume and Scalability
Volume is one of the clearest decision drivers between MIM and die casting. Both processes require substantial tooling investment — neither is suited for prototypes or small batches. If you need parts before committing to production tooling, rapid prototyping is worth considering first.
- Under 10,000 units: Neither process is ideal. Consider CNC machining or investment casting instead.
- 10,000 – 50,000 units: MIM is typically the better fit for small, complex parts. Die casting hasn't hit its economic sweet spot yet.
- 50,000 – 500,000 units: Run the numbers for both. Die casting gains ground as volume grows, especially for larger or simpler parts.
- 500,000+ units: Die casting dominates for large structural parts. MIM remains competitive for small, precision-critical components where its near-net-shape output eliminates downstream costs.
Industry Applications: Where Each Process Excels
MIM and die casting have carved out distinct application territories — with meaningful overlap in automotive and electronics where both are used on different components of the same product.
Where MIM dominates:
- Medical devices — surgical instrument jaws, orthodontic brackets, implants in biocompatible stainless steel and titanium.
- Firearms — trigger assemblies, hammers, small internal mechanisms requiring tight tolerances and high hardness
- Consumer electronics — smartphone frames, camera brackets, SIM card trays in stainless steel at millions of units
- Aerospace — sensor housings, brackets, seatbelt components where weight and strength both matter
- Watchmaking — intricate movement components and cases requiring fine detail and corrosion resistance
Where die casting dominates:
- Automotive — engine blocks, transmission housings, cylinder heads, structural brackets in aluminum at high volume.
- Electronics enclosures — laptop chassis, heat sinks, set-top box housings combining aluminum's thermal conductivity with fast cycle times.
- Marine — housings, connectors, and structural components requiring corrosion resistance.
- Home appliances — washing machine components, refrigerator parts, small kitchen appliance housings
Sustainability and Environmental Impact
Neither process has an obvious sustainability advantage — they trade off in different areas.
MIM's sustainability strengths:
- Near-net-shape output — minimal material waste; runners and feedstock can be reground and reused
- Part consolidation reduces assembly, packaging, and logistics footprint across the product lifecycle
Die casting's sustainability strengths:
- Excellent scrap recyclability — runners, overflow, and rejected parts are directly remelted
- Lightweighting with aluminum and magnesium reduces product weight, saving far more energy over service life than the casting process consumes
Both processes generate significantly less material waste than subtractive methods, where a large portion of raw material ends up as chips on the floor.
How to Choose: MIM or Die Casting?
Run through these four questions and the answer usually becomes clear.
| Question | Choose MIM if... | Choose Die Casting if... |
|---|---|---|
| Material? | Stainless steel, titanium, tool steel, superalloys | Aluminum, zinc, magnesium |
| Part size & complexity? | Small (<100 g), complex geometry, undercuts | Medium to large, structural, simpler form |
| Tolerance & finish? | Tight tolerances, near-net-shape, minimal machining | Moderate tolerances, secondary machining acceptable |
| Production volume? | 10,000 – millions (small complex parts) | 50,000 – millions (larger structural parts) |
If your answers still point in both directions, request quotes for both processes at your target volume. The cost difference at a specific volume and part complexity often makes the final decision obvious. You can also review our technical capabilities and quality overview to understand what we can deliver for your project.
Conclusion: Metal Injection Molding vs Casting — The Right Process for the Right Part
When comparing metal injection molding vs die casting, there is no universal winner — only the right tool for the right job. For most engineers, the decision comes down to three factors:
- Material: Need stainless steel or titanium? MIM is your only option here. Aluminum or zinc? Die casting wins on cost.
- Part size and complexity: Small, intricate, feature-rich? MIM. Large, structural, high-volume? Die casting.
- Production volume: Under 10,000 units, consider alternatives. Above 50,000 with a large part, die casting almost always wins. In between, MIM often makes more sense for complex small parts.
When a single process can't meet all requirements, a hybrid approach — MIM inserts overmolded into die cast housings — can combine the best of both: the wear resistance and precision of MIM steel where it's needed, with the lightweight structure and cost efficiency of die cast aluminum everywhere else.
Have a part that's hard to classify? Send us your drawing and target volume — we'll evaluate both options and find the most cost-effective path to production.
0
Comments
Leave a Comment
Your email address will not be published. Required fields are marked *
Name can't be empty
Email error!
Message can't be empty
😍
😜
😳
😌
😄
😘
😝
😒
😃
😚
😚
😛
😟
😧
😀
😉
😓
😱
😤
😣
😂
😥
😩
😠
😢
😭
😰
😨
😡
😆
😪
😅
😐
😇
😋
😴
👿
😕
😏
😷
😵
😟
😮
😯
😑
👧
👴
😧
😬
😾
👶
👱
👵
👸
🙀
👺
👦
👩
👨
😽
😿
🙈
💩
💥
💤
😼
😹
🙉
🔥
✨
💦
👎
✌
👆
👈
💪
💹
👍
👊
💴
💶
💷
💸
👉
💵
🙏
🌎
🏧
👏
💳
👇
💑
🙆
🙅
💁
👫
👭
🙎
🙇
👑
👔
Submit Comment
Most Popular
-
 Jan 30, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining
Jan 30, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining -
 Oct 22, 2025Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World
Oct 22, 2025Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World -
 Nov 26, 2025Top 10 Aluminium Low Pressure Die Casting Manufacturers in the World 2026
Nov 26, 2025Top 10 Aluminium Low Pressure Die Casting Manufacturers in the World 2026 -
 Nov 21, 2025Top 10 Precision Aluminium Investment Casting Factories and Manufacturers in China
Nov 21, 2025Top 10 Precision Aluminium Investment Casting Factories and Manufacturers in China




Laster Blogs
-
 Mar 25, 2026Die Casting Porosity Guide: Causes, Types, Standards and How to Reduce It
Mar 25, 2026Die Casting Porosity Guide: Causes, Types, Standards and How to Reduce It -
Mar 24, 2026Top 10 Precision Aluminium Investment Casting Factories and Manufacturers in China
-
 Mar 24, 2026Top 9 High-Precision Zinc Pressure Die Casting Manufacturers in China
Mar 24, 2026Top 9 High-Precision Zinc Pressure Die Casting Manufacturers in China -
 Mar 24, 2026Top 10 Aluminium Sand Casting Foundries in China for Precision & Industrial Castings
Mar 24, 2026Top 10 Aluminium Sand Casting Foundries in China for Precision & Industrial Castings



Send RFQ Today
Name can't be empty
Email error!
Send Your Message
Note: If you are looking for a job, please send an email to it2@innovaw.com