Die Casting Porosity Guide: Causes, Types, Standards and How to Reduce It
Die casting porosity is one of the most critical quality challenges in modern manufacturing, directly affecting the strength, sealing performance, and reliability of metal components. As industries demand lighter, stronger, and more precise parts, controlling porosity has become a key focus for engineers and manufacturers worldwide.
This guide explains the core aspects of porosity, including its causes, types, industry standards, and practical methods for reduction—helping you quickly understand how to improve die casting quality and meet production requirements. With increasing demand in sectors like automotive and electronics, minimizing defects is no longer optional but essential for competitiveness.
- Manufacturing engineers seeking to reduce defect rates
- Product designers working with aluminium die cast components
- Quality control professionals evaluating casting standards
- Buyers sourcing high-quality die cast parts
By understanding key concepts such as casting porosity, shrinkage behavior, and process optimization, you can make more informed decisions and achieve better results—keep reading to explore effective solutions and industry best practices.
Table of Contents
- What Is Die Casting Porosity?
- What Types of Porosity Occur in Die Castings?
- What Causes Porosity in Die Casting?
- How Does Porosity Affect Casting Performance?
- How Is Porosity Evaluated and Controlled?
- How Can Porosity Be Reduced in Die Casting?
- Conclusion
- Frequently Asked Questions (FAQ)
What Is Die Casting Porosity?
To better understand its impact on product quality, it is helpful to first look at how porosity forms and what it typically looks like in real die cast components.
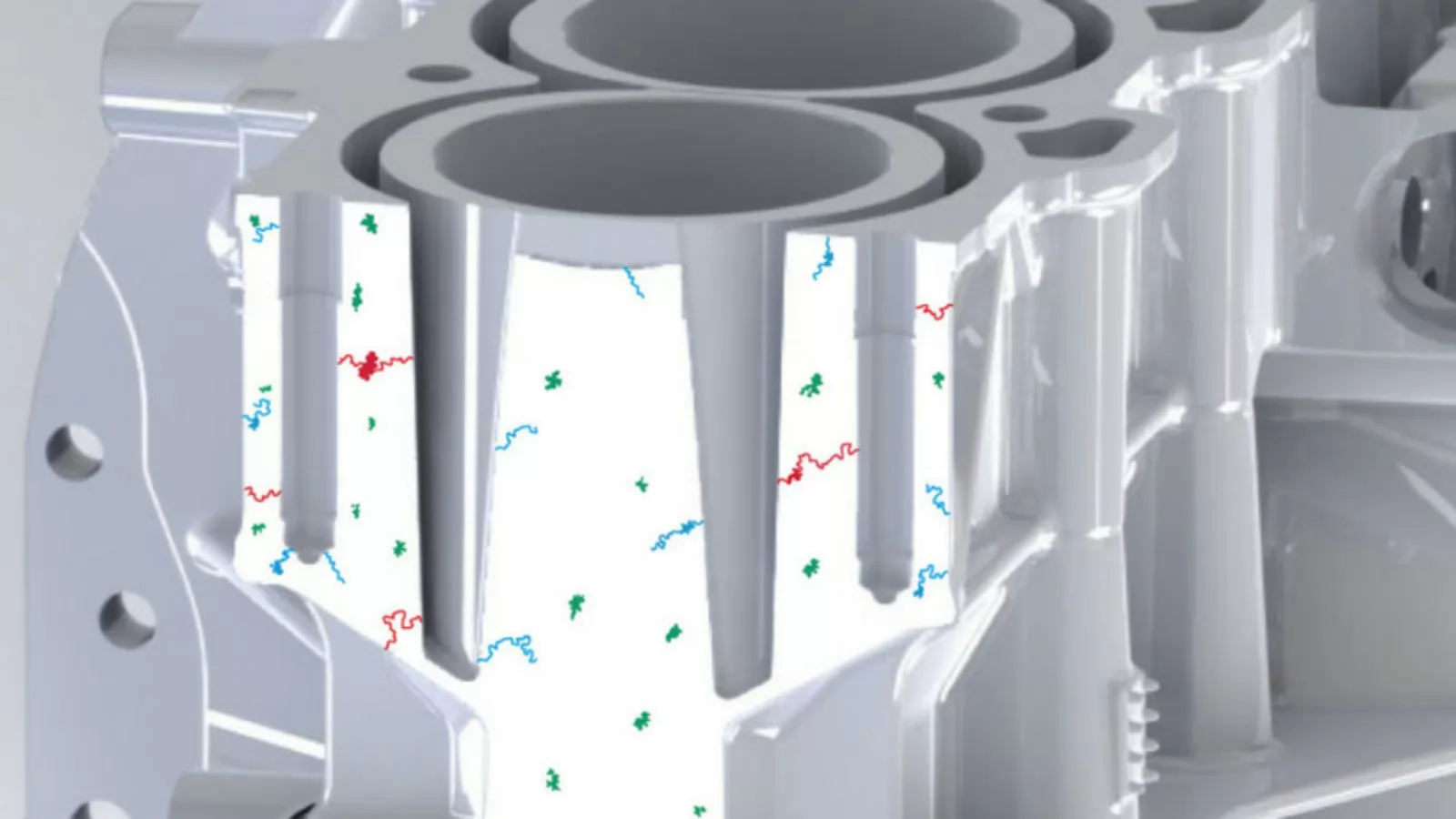
In simple terms, die casting porosity occurs when air, gas, or shrinkage cavities are trapped inside molten metal as it solidifies. These defects usually form during mold filling, solidification, or pressure changes inside the die. Depending on the formation mechanism, porosity may appear as small isolated pores or larger internal voids.
In many manufacturing environments, a certain level of porosity is unavoidable. However, excessive porosity can weaken structural integrity, affect machining quality, and reduce sealing performance.
Key Characteristics of Porosity
Porosity in die cast parts can vary in size, shape, and distribution depending on process parameters, material selection, and mold design.
The following table summarizes the most common characteristics engineers evaluate during inspection.
| Characteristic | Description |
|---|---|
| Size | Ranges from microscopic pores to visible cavities |
| Location | Surface porosity or internal porosity inside the casting |
| Shape | Spherical pores usually indicate gas entrapment, while irregular voids often relate to shrinkage |
| Distribution | May appear as isolated defects, clusters, or distributed across thicker sections |
These characteristics help engineers determine whether the issue is related to process conditions or solidification behavior.
Why Does Porosity Matter?
Even when not visible externally, internal porosity can significantly affect the reliability of a casting component.
Example: In pressure-tight components such as pump housings, valve bodies, or hydraulic parts, internal porosity may lead to leakage during operation, even if the outer surface appears perfect.
Beyond this example, porosity can influence product performance in several important ways:
- Reduced mechanical strength and fatigue resistance
- Potential leakage in pressure-sensitive parts
- Surface defects appearing during CNC machining
- Long-term durability and corrosion issues
Is Porosity Always a Defect?
In real production environments, not all porosity automatically leads to part rejection. Instead, engineers evaluate whether the defect falls within allowable limits.
In many industrial applications, acceptable porosity in castings depends on the function of the component, the stress it experiences, and whether the part must be pressure-tight.
For example, structural automotive castings parts usually require stricter quality control, while non-critical housings may allow limited porosity without affecting performance.
In aluminium manufacturing, companies often follow internal specifications or recognized guidelines related to the aluminium casting porosity standard, especially when evaluating defects such as shrinkage porosity in aluminium casting.
What Types of Porosity Occur in Die Castings?
After understanding what porosity is, the next step is to identify the different types that commonly occur in die cast components.
In practice, die casting porosity is mainly classified into two primary types: gas porosity and shrinkage porosity. These defects are also commonly discussed in broader die casting defects analysis.
Gas Porosity
Gas porosity is caused by trapped air or gases during the injection and filling process. It is one of the most common forms of casting porosity in high-speed die casting.
Tip: Gas porosity typically appears as smooth, round, or spherical pores, which are often distributed near the surface or along flow paths.
This type of porosity is usually associated with turbulent flow, insufficient venting, or improper injection speed.
Shrinkage Porosity
Shrinkage porosity forms during the solidification stage when molten metal contracts and is not adequately fed.
Example: In thicker sections of aluminium parts, uneven cooling can create internal voids known as shrinkage porosity in aluminium casting.
Unlike gas porosity, shrinkage defects usually have irregular shapes and are more likely to occur in hot spots or areas with poor thermal balance.
Understanding the difference between these types is essential for diagnosing casting porosity causes and selecting the appropriate corrective actions.
What Causes Porosity in Die Casting?
Identifying the root causes of porosity is critical for improving casting quality and minimizing defects in production.
In general, casting porosity causes can be grouped into four main categories: process parameters, material conditions, mold design, and operational factors.
1. Process-Related Factors
Process parameters play a major role in determining how molten metal fills the die and solidifies.
- Excessive injection speed leading to turbulence and air entrapment
- Insufficient pressure during solidification
- Improper filling patterns causing trapped air pockets
Tip: High-speed injection without proper venting is a common source of gas-related die casting porosity.
2. Material-Related Factors
The quality and composition of the molten metal also influence porosity formation.
- High gas content (especially hydrogen in aluminium alloys)
- Impurities or contamination in the melt
- Inadequate degassing treatment
3. Mold and Design Factors
Mold design directly affects metal flow behavior and heat distribution.
- Poor venting and air evacuation design
- Improper gating system layout
- Uneven wall thickness creating hot spots
Example: Thick-to-thin transitions in aluminium parts often lead to localized shrinkage, increasing the risk of internal porosity.
4. Operational and Environmental Factors
Day-to-day production conditions can also contribute to porosity defects.
- Excessive use of lubricants or release agents
- Moisture contamination in the die or materials
- Inconsistent temperature control during casting
In real production environments, porosity is often caused by a combination of these factors rather than a single issue, making systematic analysis essential.
How Does Porosity Affect Casting Performance?
Once porosity forms inside a component, its impact extends beyond appearance and directly influences performance, reliability, and service life.
The severity of die casting porosity depends on its size, location, and distribution, especially in load-bearing or pressure-critical applications.
Impact on Mechanical Properties
Internal voids reduce the effective cross-sectional area of a component, weakening its structural integrity.
Example: In structural aluminium parts, internal defects such as shrinkage porosity in aluminium casting can significantly reduce fatigue life under cyclic loading.
In general, porosity can lead to the following mechanical issues:
- Reduced tensile strength and yield strength
- Lower fatigue resistance under repeated stress
- Increased likelihood of crack initiation
Leakage and Pressure Tightness
Porosity is a critical concern for components that must be airtight or fluid-tight.
Tip: Even microscopic interconnected pores can create leakage paths in pressure vessels, pump housings, or hydraulic systems.
This is why strict limits on acceptable porosity in castings are applied to sealing surfaces and pressure-containing parts.
- Risk of air or fluid leakage
- Failure in pressure testing
- Reduced product reliability
Machining and Surface Quality
Porosity may not always be visible before machining but can become exposed during secondary operations.
- Surface pitting after machining
- Difficulty achieving smooth finishes
- Increased scrap rates
Corrosion and Long-Term Durability
Porosity can also act as initiation points for corrosion, especially in harsh environments.
Example: In outdoor or marine applications, trapped moisture inside pores can accelerate internal corrosion and reduce component lifespan.
Over time, this can compromise both appearance and structural performance.
How Is Porosity Evaluated and Controlled?

To ensure product quality, manufacturers must both detect porosity accurately and control it within acceptable limits.
Evaluation methods and quality standards play a key role in determining whether a casting meets the required specifications.
Inspection Methods
Various inspection techniques are used to detect internal and surface porosity in cast components.
The table below summarizes common evaluation methods:
| Method | Description |
|---|---|
| X-ray Inspection | Detects internal voids and porosity distribution |
| CT Scanning | Provides 3D visualization of internal defects |
| Metallography | Microscopic analysis of sectioned samples |
| Pressure Testing | Evaluates leakage in sealed components |
These methods are often combined to fully assess casting porosity and its potential impact.
Quality Standards and Acceptance Criteria
Not all detected porosity leads to rejection. Instead, parts are evaluated against defined quality thresholds. Companies with robust quality overview systems typically establish clear acceptance criteria based on industry requirements.
In industrial practice, acceptable porosity in castings is determined based on function, safety requirements, and service conditions.
For aluminium components, manufacturers often follow internal guidelines or recognized specifications related to the aluminium casting porosity standard.
- Critical areas require stricter limits
- Non-critical regions allow controlled porosity
- Sealing surfaces demand near-zero defects
Basic Control Strategies
While complete elimination of porosity is difficult, it can be effectively minimized through proper control measures.
- Optimizing injection speed and pressure
- Improving venting and gating design
- Controlling melt quality and degassing
- Maintaining stable thermal conditions
Tip: A combination of process optimization and design improvement is usually required to reduce die casting porosity to acceptable levels. For more detailed guidance, you can refer to our comprehensive resource on die casting defects causes and remedies.
How Can Porosity Be Reduced in Die Casting?
Although die casting porosity cannot be completely eliminated, it can be significantly reduced through a combination of process control, design optimization, and material management.
The key is to address the root casting porosity causes rather than relying on post-processing fixes.
Process Optimization
Controlling process parameters is one of the most effective ways to minimize porosity formation.
- Optimize injection speed to reduce turbulence
- Maintain sufficient pressure during solidification
- Use vacuum-assisted die casting to remove trapped air
Tip: Vacuum die casting is especially effective in reducing gas-related casting porosity in high-integrity components.
Mold and Gating Design Improvements
Proper mold design ensures smooth metal flow and efficient air evacuation.
- Design optimized gating systems for uniform filling
- Improve venting to allow air to escape
- Avoid sharp thickness transitions that create hot spots
Example: Redesigning thick sections in aluminium parts can reduce the risk of shrinkage porosity in aluminium casting.
Thermal Management
Controlling temperature distribution during solidification helps prevent shrinkage-related defects.
- Ensure uniform cooling across the mold
- Use cooling channels to eliminate hot spots
- Maintain stable die temperature during production
Material and Melt Quality Control
High-quality molten metal reduces the likelihood of gas-related porosity.
- Perform proper degassing to remove dissolved gases
- Avoid contamination and moisture in the melt
- Use clean and well-controlled alloy compositions. Selecting the right die casting materials is fundamental to achieving consistent quality.
Tip: Controlling hydrogen content is critical in aluminium alloys to prevent internal porosity formation.
In practice, combining these strategies helps manufacturers keep porosity within acceptable porosity in castings limits defined by application requirements and the aluminium casting porosity standard.
Conclusion
Porosity remains one of the most important quality challenges in die casting, affecting both performance and reliability of metal components.
As a common form of casting porosity, it can originate from gas entrapment, solidification shrinkage, or a combination of process and design factors.
Understanding the different types of porosity and their root casting porosity causes is essential for effective defect prevention.
Through proper evaluation methods, adherence to acceptable porosity in castings criteria, and implementation of optimized process controls, manufacturers can significantly reduce defects and improve product quality.
In aluminium applications in particular, managing issues such as shrinkage porosity in aluminium casting and following relevant aluminium casting porosity standard guidelines are key to ensuring consistent and reliable results.
Frequently Asked Questions (FAQ)
Q1: What is porosity in die casting?
Porosity in die casting refers to small voids or gas pockets trapped inside a metal component during solidification. It is a common type of casting porosity that can affect mechanical strength, sealing performance, and surface quality.
Q2: What causes casting porosity?
The main casting porosity causes include gas entrapment during mold filling, shrinkage during solidification, improper mold design, and unstable process parameters such as excessive injection speed or insufficient pressure.
Q3: How much porosity is acceptable in casting?
The acceptable level of porosity depends on the application. For pressure-tight or structural components, very low porosity is required, while non-critical parts may allow controlled levels based on acceptable porosity in castings standards.
Q4: How to find porosity in casting?
Porosity is typically detected using non-destructive testing methods such as X-ray inspection, CT scanning, and pressure testing. Metallographic analysis is also used for detailed internal examination.
Q5: What happens when porosity is high?
High porosity can significantly reduce strength, lead to leakage in sealed components, cause machining defects, and increase the risk of corrosion and premature failure.
Q6: How to reduce or fix porosity in casting?
Porosity can be minimized by optimizing process parameters, improving gating and venting design, applying vacuum die casting techniques, and ensuring proper melt quality through degassing and contamination control.
0
Comments
Leave a Comment
Your email address will not be published. Required fields are marked *
Name can't be empty
Email error!
Message can't be empty
😍
😜
😳
😌
😄
😘
😝
😒
😃
😚
😚
😛
😟
😧
😀
😉
😓
😱
😤
😣
😂
😥
😩
😠
😢
😭
😰
😨
😡
😆
😪
😅
😐
😇
😋
😴
👿
😕
😏
😷
😵
😟
😮
😯
😑
👧
👴
😧
😬
😾
👶
👱
👵
👸
🙀
👺
👦
👩
👨
😽
😿
🙈
💩
💥
💤
😼
😹
🙉
🔥
✨
💦
👎
✌
👆
👈
💪
💹
👍
👊
💴
💶
💷
💸
👉
💵
🙏
🌎
🏧
👏
💳
👇
💑
🙆
🙅
💁
👫
👭
🙎
🙇
👑
👔
Submit Comment
Most Popular
-
 Jan 30, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining
Jan 30, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining -
 Oct 22, 2025Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World
Oct 22, 2025Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World -
 Nov 26, 2025Top 10 Aluminium Low Pressure Die Casting Manufacturers in the World 2026
Nov 26, 2025Top 10 Aluminium Low Pressure Die Casting Manufacturers in the World 2026 -
 Nov 21, 2025Top 10 Precision Aluminium Investment Casting Factories and Manufacturers in China
Nov 21, 2025Top 10 Precision Aluminium Investment Casting Factories and Manufacturers in China




Laster Blogs
-
 Mar 25, 2026Die Casting Porosity Guide: Causes, Types, Standards and How to Reduce It
Mar 25, 2026Die Casting Porosity Guide: Causes, Types, Standards and How to Reduce It -
Mar 24, 2026Top 10 Precision Aluminium Investment Casting Factories and Manufacturers in China
-
 Mar 24, 2026Top 9 High-Precision Zinc Pressure Die Casting Manufacturers in China
Mar 24, 2026Top 9 High-Precision Zinc Pressure Die Casting Manufacturers in China -
 Mar 24, 2026Top 10 Aluminium Sand Casting Foundries in China for Precision & Industrial Castings
Mar 24, 2026Top 10 Aluminium Sand Casting Foundries in China for Precision & Industrial Castings



Send RFQ Today
Name can't be empty
Email error!
Send Your Message
Note: If you are looking for a job, please send an email to it2@innovaw.com