Custom Aluminium Gas Meter Castings from China — Precision Die Casting with Leak Testing

Sourcing custom aluminium gas meter castings from China has become a strategic choice for meter manufacturers worldwide — not just for cost, but for access to mature die casting infrastructure and tightening quality standards. Global gas meter production is projected to exceed 200 million units annually by 2027, driven by smart metering rollouts across Europe, Asia, and the Americas. Behind every meter body is a casting that must perform without failure for 15–20 years in service.
This guide addresses what procurement engineers, OEM product managers, and utility equipment buyers need to know when specifying or sourcing gas meter castings at production scale. Key topics covered:
- Why high-pressure die casting (HPDC) is the dominant process for gas meter bodies — and where its limits are
- How porosity is controlled during production, and what X-ray and vacuum-assist techniques actually change
- What helium leak testing requires, and why it's the preferred verification method over pressure decay
- Sealing surface tolerances, O-ring groove specs, and dimensional requirements that affect downstream assembly
- Alloy selection, surface treatment options, and how custom port configurations are handled without cost penalties
Choosing the right casting supplier for a gas meter program is a long-term decision — one that affects safety compliance, field reliability, and total program cost. Read on to understand what capable, certified production actually looks like.
Table of Contents
- Why Gas Meter Castings Demand More Than Standard Die Casting
- What Makes Pressure Die Casting the Right Process for Gas Meter Bodies?
- How We Control Porosity and Wall Integrity During Production
- Helium Leak Testing — The Industry Standard for Gas Meter Castings
- Dimensional Tolerances and Sealing Surface Requirements
- Custom Options: Alloys, Coatings, and Port Configurations
- Certifications and Quality Standards We Work To
- Conclusion
Why Gas Meter Castings Demand More Than Standard Die Casting

A standard aluminium casting fails here. Gas meter housings don't carry water or oil — they carry gas. That changes everything.
This is why gas meter castings are held to a different standard. Three requirements separate them from general-purpose die castings:
| Requirement | Standard Casting | Gas Meter Casting |
|---|---|---|
| Internal porosity | Cosmetic concern | Leak path risk — rejected |
| Sealing surface flatness | ±0.2 mm typical | ≤0.05 mm required |
| Wall thickness consistency | ±0.3 mm acceptable | Tight control to prevent thin spots |
| Leak verification | Not required | 100% helium or pressure test |
These aren't conservative specs. They reflect what gas distribution systems actually demand in the field.
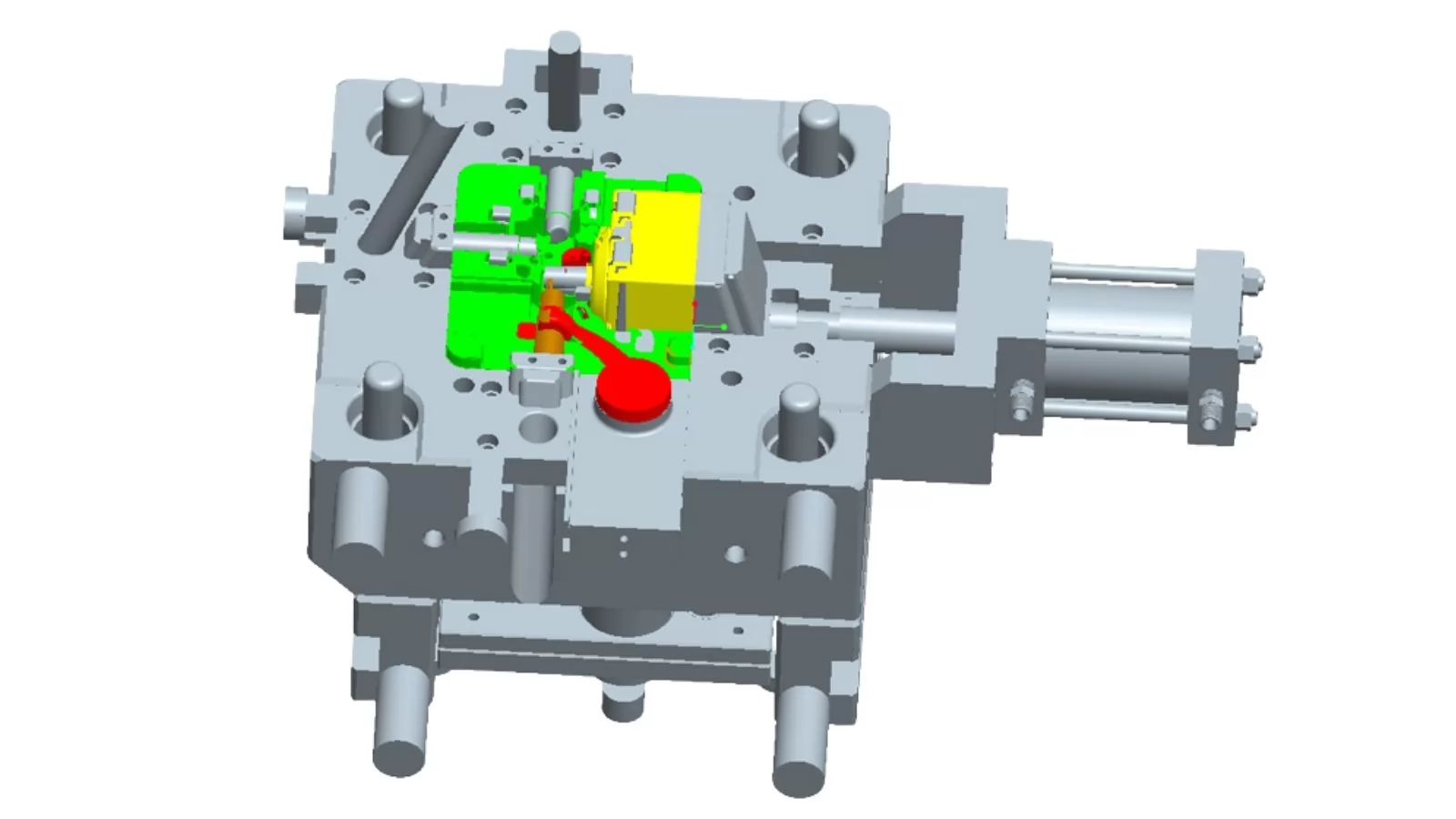
What Makes Pressure Die Casting the Right Process for Gas Meter Bodies?
Not every casting process can meet these demands consistently. Here's why high-pressure die casting (HPDC) leads for gas meter applications.
When molten aluminium is injected at 600–1000 bar, it fills the die cavity in milliseconds. The result: a dense, fine-grain microstructure with fewer voids than gravity or low-pressure alternatives.
In practice: A gas meter body produced via gravity casting may show 2–4% porosity by volume. The same geometry in HPDC typically comes in below 0.5% — a meaningful difference when the part needs to hold gas pressure for 15+ years.
The process advantages go further than density alone.
| Process | Density | Cycle Time | Dimensional Consistency |
|---|---|---|---|
| Gravity Die Casting | Moderate | Slow | CT6–CT7 |
| Low-Pressure Die Casting | Good | Moderate | CT5–CT6 |
| High-Pressure Die Casting | Excellent | Fast | CT4–CT5 |
For gas meter volumes — typically 5,000 to 100,000 units per year — HPDC also delivers the cost-per-part economics that gravity casting simply can't match at scale.
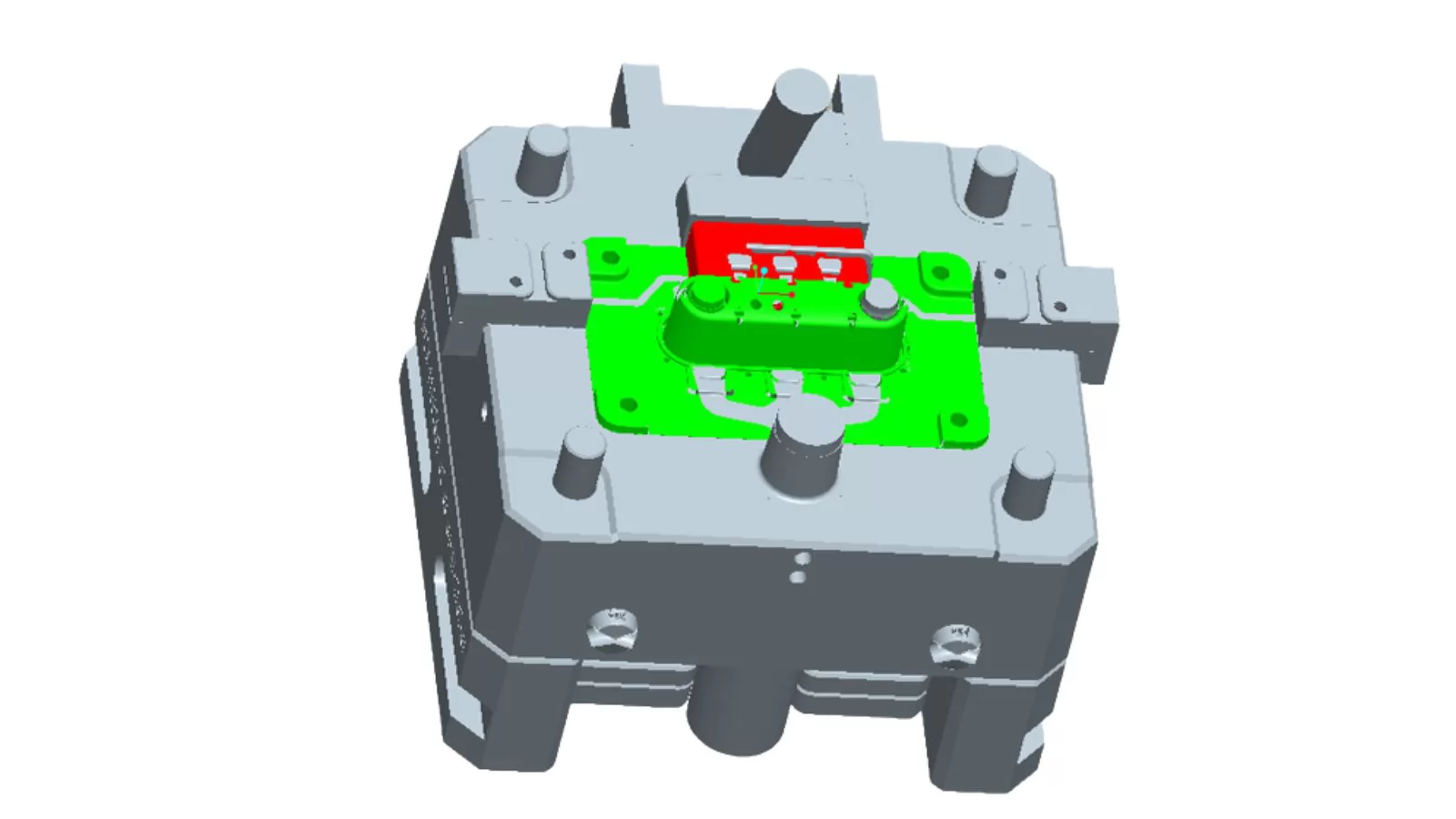
How We Control Porosity and Wall Integrity During Production
Porosity doesn't appear randomly. It's the result of specific, controllable variables — and we manage each one.
The four factors that matter most in HPDC porosity control:
| Variable | What We Control | Why It Matters |
|---|---|---|
| Die temperature | 180–220°C maintained | Prevents premature solidification and cold shuts |
| Injection speed | Staged — slow fill, fast pack | Reduces turbulence-induced gas entrapment |
| Holding pressure | 600–900 bar during solidification | Compresses residual micro-voids before part ejects |
| Vacuum assist | Applied on critical cavities | Evacuates air before metal entry |
Process control is one layer. Verification is another.
For gas meter bodies, we apply X-ray inspection on first-article and periodic production samples. This gives a cross-section view of internal density — catching shrinkage pockets that no surface inspection can detect.
Wall integrity is maintained by design as much as process. We review wall thickness uniformity during DFM — flagging transitions over 3:1 ratio before tooling is cut. This is part of our standard APQP process for new programs.
Helium Leak Testing — The Industry Standard for Gas Meter Castings
Pressure drop tests catch big leaks. Helium leak testing catches everything else.
Helium molecules are small — small enough to pass through defects invisible to any other method. That's why it's the preferred verification tool for gas-carrying components worldwide.
How does helium testing compare to alternatives?
| Test Method | Detection Limit | Suitable For | Used For Gas Meters? |
|---|---|---|---|
| Bubble immersion | ~10⁻³ mbar·L/s | Gross leaks only | No |
| Pressure decay | ~10⁻⁴ mbar·L/s | Medium sensitivity | Sometimes |
| Helium mass spectrometry | ~10⁻⁶ mbar·L/s | High-integrity gas parts | Yes — preferred |
We apply helium leak testing at 100% coverage for gas meter castings — not as a sampling protocol. Every part is tested before it ships.
Dimensional Tolerances and Sealing Surface Requirements
A casting that passes leak testing still needs to assemble correctly. Tolerances on gas meter housings are tighter than most customers initially expect.
Here's what typical gas meter casting specifications look like across key dimensions:
| Feature | Typical Tolerance | Notes |
|---|---|---|
| Overall housing dimensions | CT5 (ISO 8062) | Standard for HPDC aluminium |
| Bore and port diameters | ±0.10 mm | Post-machining where required |
| Sealing flange flatness | ≤0.05 mm | Critical for gasket compression |
| O-ring groove dimensions | ±0.05 mm | Depth and width both controlled |
| Mating face perpendicularity | ≤0.08 mm | Prevents uneven seal loading |
Sealing surfaces deserve particular attention. A flange that is flat to 0.1 mm may still leak if the O-ring groove width is off — the gasket won't compress evenly across the joint.
For new programs, we provide a full dimensional report (FAI) against customer drawings on first-article parts — covering all critical features before series production begins. This is delivered as part of our standard PPAP package.
Custom Options: Alloys, Coatings, and Port Configurations

Gas meter housings aren't one-size-fits-all. Alloy choice, surface treatment, and port layout all vary by application — and we configure each to your specification.
Alloy Selection
Three alloys cover the majority of gas meter casting programs:
| Alloy | Standard | Key Characteristic | Typical Use Case |
|---|---|---|---|
| ADC12 | JIS H5302 | Excellent fluidity, low porosity | High-volume residential meter bodies |
| A380 | ASTM B85 | Good strength, corrosion resistance | North American OEM programs |
| EN AC-46000 | EN 1706 | European standard, tight mechanical properties | EU utility and industrial meters |
If your drawing specifies a different alloy, we review it during DFM and confirm compatibility with the casting geometry before tooling begins.
Surface Treatments
Gas meter housings are exposed to outdoor environments for 10–20 years. Surface protection matters.
Available options include shot blasting (standard), chromate conversion coating (corrosion baseline), powder coating (colour-coded by utility specification), and anodising for enhanced wear and chemical resistance. All treatments are RoHS and REACH compliant.
Port and Thread Configurations
Inlet/outlet port geometry, thread standards (NPT, BSP, metric), boss positioning, and bracket mounting features are all defined at the tooling stage. We accommodate custom port layouts without tooling surcharges on qualified volumes.
Certifications and Quality Standards We Work To
Gas meter castings enter regulated infrastructure. The certifications behind a supplier aren't paperwork — they're the basis for approving a casting into a utility's supply chain.
Here's what we hold and what each means in practice:
| Certification / Standard | Scope | Relevance to Gas Meter Castings |
|---|---|---|
| IATF 16949 | Quality management system | Rigorous process control and PPAP documentation — often required by tier-1 OEMs |
| ISO 9001 | Quality management baseline | Covers non-automotive programs and general procurement requirements |
| ISO 14001 | Environmental management | Required by many European utility procurement policies |
| APQP / PPAP | Product development and approval | Structured first-article approval with full dimensional and material records |
| VDA 6.3 / 6.5 | Process and product audit | Supports German and EU customer qualification audits |
| RoHS / REACH | Material compliance | Required for castings entering the European market |
For gas meter programs specifically, we provide full material certifications, helium leak test records, and dimensional FAI reports as standard deliverables — not optional add-ons.
Conclusion
Gas meter castings sit at the intersection of two unforgiving requirements: they must be dimensionally precise enough to assemble reliably, and gas-tight enough to stay safe in the field for decades.
Meeting both — consistently, at production volumes — is what separates a capable casting supplier from a general-purpose one.
At Innovaw, we've been producing aluminium castings for industrial and infrastructure applications since 1998. Our gas meter casting programs combine HPDC process control, 100% helium leak testing, IATF 16949-backed quality systems, and full PPAP documentation — delivered from our facility in Ningbo, China to customers across Europe, North America, and beyond.
If you're qualifying a new casting supplier or scaling an existing gas meter program, we're ready to review your drawings.
0
Comments
Leave a Comment
Your email address will not be published. Required fields are marked *
Name can't be empty
Email error!
Message can't be empty
😍
😜
😳
😌
😄
😘
😝
😒
😃
😚
😚
😛
😟
😧
😀
😉
😓
😱
😤
😣
😂
😥
😩
😠
😢
😭
😰
😨
😡
😆
😪
😅
😐
😇
😋
😴
👿
😕
😏
😷
😵
😟
😮
😯
😑
👧
👴
😧
😬
😾
👶
👱
👵
👸
🙀
👺
👦
👩
👨
😽
😿
🙈
💩
💥
💤
😼
😹
🙉
🔥
✨
💦
👎
✌
👆
👈
💪
💹
👍
👊
💴
💶
💷
💸
👉
💵
🙏
🌎
🏧
👏
💳
👇
💑
🙆
🙅
💁
👫
👭
🙎
🙇
👑
👔
Submit Comment
Most Popular
-
 Jan 30, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining
Jan 30, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining -
 Jan 12, 2026Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World
Jan 12, 2026Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World -
 May 28, 2026Know Your Casting Defects? 10 Causes and Remedies Every Die Casting Engineer Should Master
May 28, 2026Know Your Casting Defects? 10 Causes and Remedies Every Die Casting Engineer Should Master -
 Mar 26, 2026Magnesium vs Aluminum: Weight, Strength, Price & Alloy Comparison
Mar 26, 2026Magnesium vs Aluminum: Weight, Strength, Price & Alloy Comparison




Laster Blogs
-
 May 28, 2026Die Casting Materials: A Complete Guide to Alloys, Grades & Tooling Steels
May 28, 2026Die Casting Materials: A Complete Guide to Alloys, Grades & Tooling Steels -
May 28, 2026Know Your Casting Defects? 10 Causes and Remedies Every Die Casting Engineer Should Master
-
 May 28, 2026Custom Automotive Aluminum Castings from China - What Buyers Need to Know
May 28, 2026Custom Automotive Aluminum Castings from China - What Buyers Need to Know -
 May 28, 2026Custom Aluminum LED Work Light Castings Engineered for Heat Dissipation
May 28, 2026Custom Aluminum LED Work Light Castings Engineered for Heat Dissipation



Request a Quote
Name can't be empty
Email error!
Send Your Message
Note: If you are looking for a job, please send an email to it2@innovaw.com