Cost of Investment Casting: What Buyers and Engineers Need to Know

The cost of investment casting is one of the first questions buyers ask — and one of the hardest to answer without context. Across industries from aerospace to industrial equipment, this precision process consistently delivers complex, near-net-shape metal parts that reduce downstream machining and assembly costs. But the price on a quote sheet rarely tells the whole story.
Based on real foundry data and current market conditions, here's what you actually need to know. With raw material prices fluctuating, labor costs diverging sharply between regions, and tooling investments ranging from $1,000 to $30,000+, understanding where your money goes is more critical than ever. This guide covers:
- Procurement managers comparing supplier quotes and total landed cost
- Design engineers evaluating casting feasibility before committing to tooling
- Product teams deciding between investment casting, sand casting, or die casting
- Buyers sourcing from China or domestic foundries for the first time
From tooling economics and material selection to process variants and sourcing strategy, this guide walks you through every factor that moves the number — so you can make the right call for your project. Read on to build a clearer picture before your next RFQ.
Table of Contents
- How Much Does Investment Casting Cost? (Quick Reference)
- What Drives the Cost of Investment Casting?
- Tooling Cost: The Upfront Investment You Need to Plan For
- How Does Part Complexity Affect Price?
- Investment Casting vs. Other Casting Methods: A Cost Comparison
- 5 Ways to Reduce Your Investment Casting Cost
- Sourcing from China vs. Domestic Foundries: What the Price Difference Actually Means
- How to Get an Accurate Investment Casting Quote
How Much Does Investment Casting Cost? (Quick Reference)

Before diving into the details, here's a straight answer. No fluff.
Cost by Part Type
Most buyers fall into one of three scenarios.
Scenario A — Small, simple part. Think a stainless steel bracket, under 1 lb, basic geometry. Cost: $30–$150 per piece at medium volume.
Scenario B — Medium complexity part. Think a pump housing with internal channels. Cost: $150–$800 per piece, depending on material and quantity.
Scenario C — Large or precision-critical part. Aerospace bracket, tight tolerances, premium alloy. Cost: $800–$5,000+ per piece.
These are ballpark numbers. Here's how they look in a table.
| Part Type | Weight Range | Typical Unit Cost | Tooling Cost |
|---|---|---|---|
| Small simple part | Under 0.5 lb | $10 – $100 | $1,000 – $5,000 |
| Medium complexity part | 0.5 – 5 lb | $50 – $500 | $3,000 – $10,000 |
| Large or complex part | 5 – 20+ lb | $200 – $3,000+ | $8,000 – $30,000 |
| High-alloy / aerospace part | Any | $500 – $5,000+ | $10,000 – $30,000+ |
Tooling is a one-time upfront cost. Once the die is made, unit cost drops significantly at higher volumes.
The Tooling Cost Reality Check
Here's something first-time buyers often miss.
Real example: A hardware startup needed 500 units of a stainless steel connector. Unit price was quoted at $18 each — sounds great. But the tooling die cost $6,500 upfront.
Total first-order cost: $15,500 — not $9,000.
At 5,000 units, that same tooling spreads to just $1.30 per part. The economics flip completely.
Always factor tooling into your total landed cost, especially for small initial orders.
How Material Choice Moves the Number
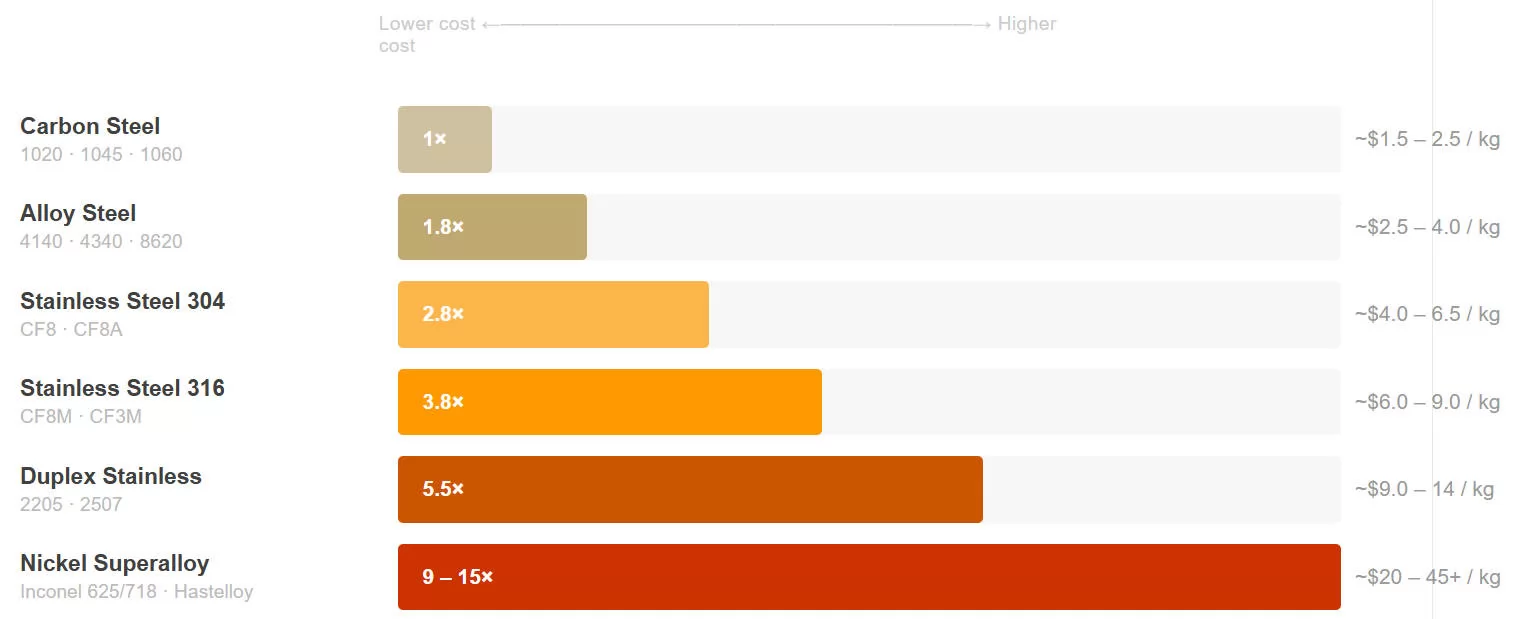
Material is often the single biggest variable. Here's a quick comparison.
| Material | Relative Cost | Common Use |
|---|---|---|
| Carbon steel (1020, 1045) | $ (lowest) | General industrial parts |
| Alloy steel (4140, 4340) | $$ | High-strength components |
| Stainless steel (304, 316) | $$$ | Corrosion-resistant parts |
| Duplex / Super duplex SS | $$$$ | Chemical, marine |
| Nickel alloys (Inconel, Hastelloy) | $$$$$ | Aerospace, high-temp |
Switching from 316 stainless to carbon steel on a non-corrosive application can cut material cost by 40–60%.
What Quantity Does to Your Unit Price
Volume is the most powerful lever you have.
Same part, three order sizes:
- 100 units → $85 per part
- 500 units → $42 per part
- 2,000 units → $21 per part
The part didn't change. The foundry's setup cost just got shared across more pieces.
If you're budgeting a pilot run, expect to pay a premium. Plan for it — don't be surprised by it.
Hidden Costs Buyers Often Overlook
The unit price on a quote sheet rarely tells the whole story. Watch for these.
| Cost Item | Often Included? | What to Ask |
|---|---|---|
| Tooling / die cost | Separate line item | "Is tooling amortized into unit price?" |
| Post-casting machining | Usually extra | "What tolerances are as-cast?" |
| Heat treatment | Often extra | "Is HT included or quoted separately?" |
| Surface finishing | Usually extra | "What's the as-cast surface finish Ra?" |
| NDT / inspection | Depends on spec | "What inspection is standard vs. quoted?" |
| Shipping / freight | Rarely included | "Is this FOB or delivered?" |
A quote missing these line items isn't a cheaper foundry. It's an incomplete quote.
Ballpark ranges are useful for planning. But your part has its own geometry, material, and volume. The only accurate number is a quote built around your actual specs.
What Drives the Cost of Investment Casting?
Investment casting quotes aren't random. Every number on that sheet traces back to a specific cost driver. Knowing which ones matter most helps you budget smarter — and negotiate better.
Raw Material
The alloy you choose sets the floor for your unit cost. No other factor moves faster or hits harder.
And it's not just the price per kilogram. The foundry needs more raw metal than your finished part weighs — gates, runners, and sprues all get melted down together on a "tree." Only 30–60% of that poured metal ends up as your actual part. The rest is scrap and recycled waste.
What this means for you: A part weighing 2 lbs might require 4–5 lbs of raw metal poured. If you're using 316 stainless steel at $4/lb, your material input alone could run $16–$20 per casting — before labor, tooling, or finishing.
Material prices also fluctuate with global commodity markets. Many foundries add an alloy surcharge on top of base pricing. Ask upfront whether quotes are locked or subject to adjustment.
Part Complexity and Geometry
Simple shape = straightforward die = lower cost. Complex geometry = everything gets harder and more expensive.
Thin walls, internal cavities, undercuts, tight tolerances — each one adds steps. The ceramic shell needs more layers. The wax pattern needs more care. Post-casting inspection gets stricter.
Example: A solid stainless steel handle — simple cylinder, no undercuts — might need 5 ceramic shell layers and cast cleanly at high yield. A hollow impeller with curved internal channels needs 7+ layers, a ceramic core, and produces more rejects. Same material. Very different price.
One undercut or blind hole on your drawing can force the foundry to add a soluble core — an entirely separate wax injection mold. That single feature can double your tooling cost.
Casting Yield
Yield is the ratio of finished part weight to total metal poured. It's one of the most overlooked cost drivers.
Typical yield ranges from 30% to 60%. Most parts fall between 40–50%.
A lower yield means more wasted metal per good part — and that cost goes directly into your unit price. Irregular shapes and thin-walled castings are the worst offenders. Their tree grouping is inefficient, leaving more dead weight after cutoff.
Why it matters: At 45% yield, dropping just one percentage point adds roughly $0.07 per kilogram to your casting cost. At 30% yield, the same drop costs $0.12/kg. Small yield differences compound fast at volume.
Labor and Process Steps
Investment casting is hands-on. Each step — wax injection, tree assembly, ceramic dipping, dewaxing, pouring, cutoff, grinding — requires skilled labor and time.
Foundries in China and Southeast Asia carry significantly lower labor rates than US or European facilities. That gap directly affects your quote. A part quoted at $45 from a US foundry might come in at $12 from a certified Chinese supplier — same material, same geometry.
Labor cost differences are real. So are the tradeoffs in lead time, communication, and quality consistency. More on that in the sourcing section below.
Post-Casting Operations
The casting is rarely the final product. What happens after the pour often adds more cost than buyers expect.
| Operation | When It's Needed | Cost Impact |
|---|---|---|
| CNC machining | Tight tolerances, mating surfaces | High — often $10–$50+ per part |
| Heat treatment | Hardness, stress relief requirements | Medium — $2–$15 per part |
| Surface finishing | Ra requirements, cosmetic specs | Low to medium |
| NDT / X-ray inspection | Aerospace, pressure vessels, critical parts | High — can rival part cost itself |
| Straightening / rework | Distortion from cooling, thin walls | Variable |
These aren't optional line items for critical applications. Always check which operations are included in a quote — and which aren't.
Tooling Cost: The Upfront Investment You Need to Plan For

Tooling is the precision-machined die that shapes your wax pattern. It's built once, used thousands of times — and almost always billed as a separate upfront cost.
What Tooling Actually Costs
The range is wide. Complexity drives the number more than anything else.
| Part Complexity | Typical Tooling Cost | Expected Tool Life |
|---|---|---|
| Simple, single-cavity | $1,000 – $5,000 | 50,000–100,000+ shots |
| Medium complexity | $5,000 – $12,000 | 20,000–50,000 shots |
| High complexity / undercuts | $12,000 – $30,000 | 10,000–30,000 shots |
| Internal cores (blind holes, cavities) | Add $3,000 – $10,000 | Depends on core type |
Once built, the die cost doesn't repeat. It just spreads thinner with every part you run.
How Tooling Flips Your Unit Economics
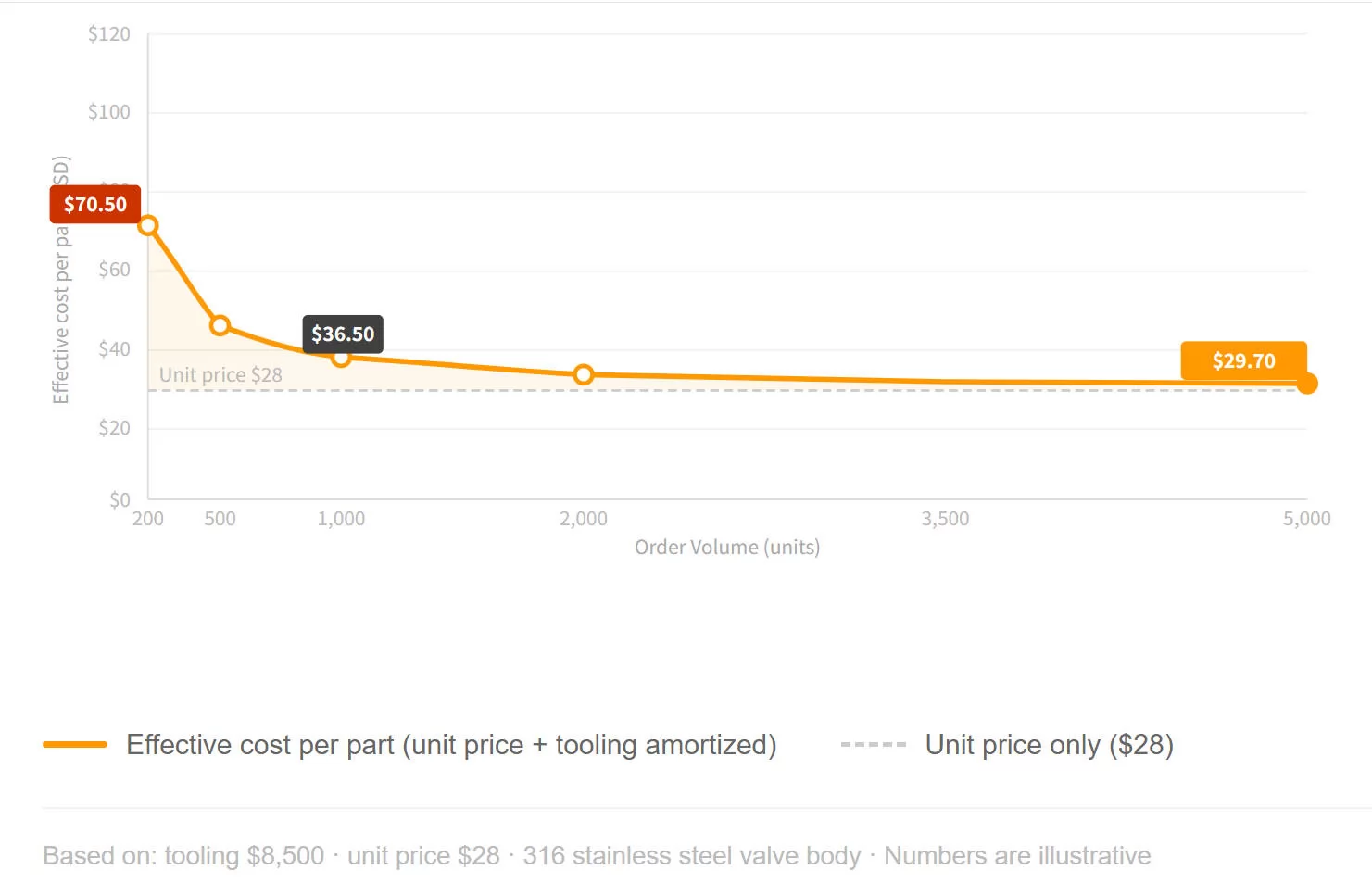
This is where first-time buyers get caught off guard.
Real scenario: A valve body in 316 stainless. Unit price: $28. Tooling: $8,500.
- 200 units → effective cost per part: $70.50
- 1,000 units → effective cost per part: $36.50
- 5,000 units → effective cost per part: $29.70
Same die. Same unit price. Completely different economics.
For low-volume or prototype runs, the tooling burden is real. Factor it in from day one — not after the invoice arrives.
Single-Cavity vs. Multi-Cavity Tooling
A single-cavity die makes one wax pattern per cycle. Multi-cavity makes two, four, or more simultaneously.
| Tooling Type | Upfront Cost | Best For |
|---|---|---|
| Single cavity | Lowest | Prototypes, <1,000 units/year |
| 2–4 cavity | 30–80% higher | Mid-volume, 1,000–10,000 units/year |
| 4+ cavity | Significantly higher | High-volume, long-run production |
Ask your foundry to quote both options side by side. At mid-volumes, the higher upfront investment often pays back within the first production run.
Who Owns the Tooling?
You paid for the die. But does that mean you own it?
Policies vary by foundry. Some retain ownership. Some allow transfer. Some charge storage fees after 12 months of inactivity. A foundry that holds your tooling has leverage — especially at re-quote time.
Always clarify in writing before placing your first order:
- Who holds legal title to the tooling?
- Can you transfer it to another foundry if needed?
- What's the storage and maintenance policy?
- Who pays for refurbishment when the die wears out?
These aren't small details. They become very important the moment you want to switch suppliers or renegotiate pricing.
How Does Part Complexity Affect Price?

Complexity is a cost multiplier. It touches tooling, shell-building, yield, post-processing — almost every line item on your quote.
Geometry: The First Thing a Foundry Looks At
When a foundry engineer opens your drawing, the first question is: Can we pull a clean wax pattern from this die?
If the answer is straightforward, costs stay low. If the geometry fights the process, costs climb fast.
| Feature | Cost Impact | Why |
|---|---|---|
| Simple external shape | Low | Standard two-piece die, clean pull |
| Undercuts | Medium–High | Requires side actions or collapsible cores in die |
| Internal cavities / blind holes | High | Needs separate ceramic or soluble wax core |
| Thin walls (<2mm) | High | More shell layers, higher rejection rate |
| Tight tolerances (CT4–CT5) | High | Stricter process control, more inspection, potential machining |
| Threaded holes, fine details | Medium | Often requires post-cast machining |
Each of these features adds cost at a different stage of the process. Some hit tooling. Some hit yield. Some hit finishing.
The Ceramic Shell Layer Problem
Here's something most buyers never see: the ceramic shell.
After the wax pattern is assembled, it gets dipped — repeatedly — into ceramic slurry and coated with sand. Each layer dries for 8–24 hours before the next one goes on. A standard part needs 5–7 layers. A complex or large part might need 9 or more.
What this costs: Each additional shell layer adds material, drying time, floor space, and labor. A part requiring 9 layers instead of 5 doesn't cost 80% more — but it meaningfully increases your processing cost per unit, especially at lower volumes.
Elongated parts, parts with slots, and thin-walled geometries consistently require more layers. That's not negotiable — it's physics.
How Tolerances Drive Cost
Investment casting is inherently precise. As-cast, most parts achieve CT6–CT7 dimensional accuracy — good enough for the majority of industrial applications.
But when specs call for CT4 or tighter, everything gets harder.
Example: A medical device company specified ±0.05mm on a non-critical mounting surface — tighter than the process naturally holds. The foundry had to add a CNC machining step just for that one surface. Cost per part jumped $14.
The engineer later revised the spec to ±0.15mm. The machining step was eliminated. $14 saved per part, across 8,000 annual units = $112,000/year.
Only specify tight tolerances where they're functionally necessary. Over-tolerancing is one of the most common — and most fixable — sources of unnecessary cost.
Part Consolidation: The Hidden Cost Saver
Investment casting handles complex geometry well. That creates an opportunity many buyers miss.
Multiple simple parts — previously welded or bolted together — can often be redesigned as a single casting. One pour. No assembly. No fasteners.
Example: An equipment manufacturer was buying three separate brackets and welding them together on the line. Assembly took 12 minutes per unit. A foundry engineer redesigned it as a single investment casting. The new part cost 35% more per piece — but eliminated $8 of assembly labor and reduced weld failure returns by 90%.
Net result: lower total cost, better quality.
If you're reviewing a drawing with multiple weld joints or fastener connections, it's worth asking your foundry: can this be one casting?
DFM: The Conversation Worth Having Early
Design for Manufacturability (DFM) is a review process where your foundry engineers look at your drawing before quoting — and flag features that add cost without adding function.
Common DFM catches:
- Wall thickness variations that cause shrinkage defects
- Sharp internal corners that crack ceramic shells
- Blind holes that require expensive ceramic cores
- Tolerances specified tighter than the application requires
- Draft angles missing or insufficient for clean wax ejection
DFM doesn't cost extra. A good foundry offers it as part of onboarding. Take them up on it — changes made before tooling is cut cost nothing. Changes made after cost everything.
Investment Casting vs. Other Casting Methods: A Cost Comparison
Investment casting isn't always the right choice — and it isn't always the most expensive one either. Here's how it stacks up against the two most common alternatives.
Process Comparison at a Glance
Each casting method has a different cost profile. The right choice depends on your part geometry, volume, and quality requirements.
| Investment Casting | Sand Casting | Die Casting | |
|---|---|---|---|
| Tooling cost | $1,000 – $30,000 | $500 – $5,000 | $10,000 – $100,000+ |
| Unit cost (low volume) | High | Low–Medium | Very High |
| Unit cost (high volume) | Medium | Medium | Low |
| Surface finish (as-cast) | Excellent | Rough | Good |
| Dimensional accuracy | High (CT6–CT7) | Low (CT11–CT13) | High |
| Part complexity | Very high | Medium | Medium–High |
| Material options | Very wide | Wide | Limited (Al, Zn, Mg) |
| Post-machining required | Minimal | Significant | Minimal |
The table above shows unit economics. But the real comparison is total cost — including machining, finishing, and rejection rates.
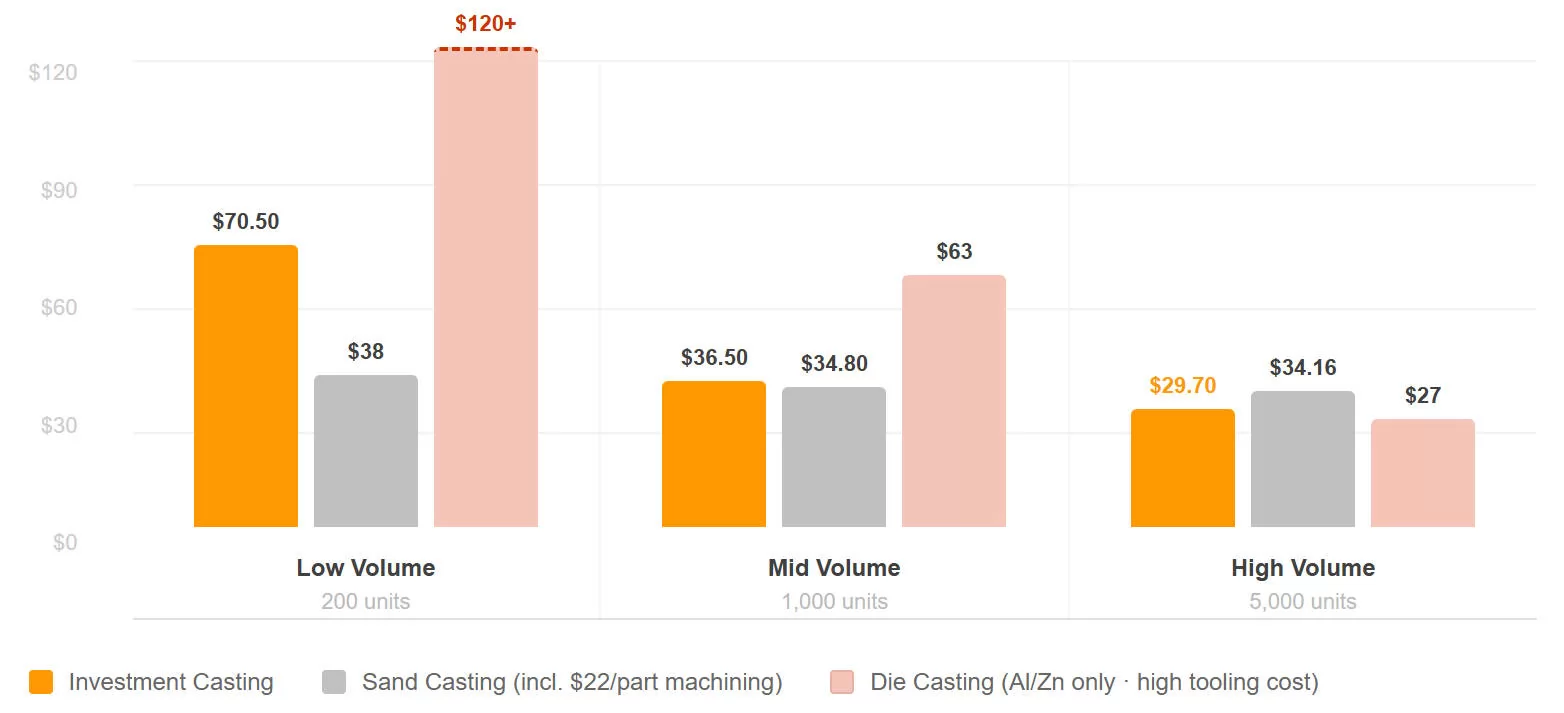
When Investment Casting Wins on Cost
Investment casting often looks expensive upfront. But the math changes when you factor in what you don't spend downstream.
Example: A pump component sourced via sand casting had a rough as-cast surface. Each part needed $22 of CNC finishing. Tooling was cheap at $800 — but total cost per part at 2,000 units was $58.
The same part in investment casting: tooling $6,500, unit price $31, near-zero finishing. Effective cost per part at 2,000 units: $34.25.
Sand casting looked cheaper. Investment casting was cheaper.
Which Method Is Right for Your Project?
Use this as a quick filter.
| Choose Investment Casting if... | Consider Alternatives if... |
|---|---|
| Part has complex geometry or thin walls | Part is large and simple (sand casting) |
| Surface finish matters as-cast | Volume is very high and material is Al/Zn (die casting) |
| Material must be steel, stainless, or superalloy | Budget for tooling is very limited (<$1,000) |
| Post-machining cost needs to be minimized | Part weight exceeds 50 lbs |
| Multiple parts can be consolidated into one casting | Tolerances are loose and finish doesn't matter |
If you're unsure, share your drawing with a foundry. Most will tell you honestly which process fits best.
5 Ways to Reduce Your Investment Casting Cost

Most cost reduction happens before production starts — not during it. Here's where the real leverage is.
1. Simplify Geometry Early
Every undercut, blind hole, and sharp internal corner adds cost. Review your drawing before sending it to a foundry.
- Replace blind holes with through-holes where possible
- Add draft angles (1–3°) for clean wax ejection
- Avoid dramatic wall thickness changes — they cause shrinkage defects
- Round sharp internal corners to protect ceramic shells
Changes made before tooling is cut cost nothing. After — they cost everything.
2. Only Tolerance What You Need
Tight tolerances trigger machining. Machining adds $10–$50+ per part.
Investment casting naturally holds CT6–CT7. That's sufficient for most industrial applications. Audit your drawing: if a surface doesn't mate with another part, it probably doesn't need a tight tolerance.
Quick check: For every tight tolerance on your drawing, ask — "What breaks if this is ±0.2mm instead of ±0.05mm?" If the answer is "nothing," loosen it.
3. Increase Order Volume Strategically
Tooling is fixed. Labor setup is fixed. The more parts you run, the thinner those fixed costs spread.
If your annual usage is 800 units ordered in four runs of 200, consider consolidating to two runs of 400. Same annual spend on parts — but lower per-unit cost and fewer setup charges.
4. Choose the Right Process Variant
Not all investment casting is the same. Two common shell-building processes have very different price points.
| Water Glass Process | Silica Sol Process | |
|---|---|---|
| Cost | Lower | Higher |
| Surface finish | Ra 6.3–12.5 μm | Ra 1.6–3.2 μm |
| Dimensional accuracy | CT8–CT9 | CT5–CT7 |
| Best for | General industrial parts | Precision, cosmetic, or tight-tolerance parts |
If your part doesn't require a fine finish or tight tolerance, the water glass process can cut 20–40% off your unit price.
5. Request a DFM Review Before Quoting
Ask your foundry to review your drawing for manufacturability before they build the tool. A good foundry will flag cost issues you didn't know existed.
This conversation costs you nothing. It regularly saves thousands.
Sourcing from China vs. Domestic Foundries: What the Price Difference Actually Means
The price gap is real. So are the tradeoffs. Here's an honest breakdown.
How Big Is the Price Gap?
For comparable parts, Chinese foundries typically quote 30–60% lower than US or Western European suppliers. Labor is the primary driver — skilled foundry workers in China cost a fraction of their US counterparts.
Example: A stainless steel bracket quoted at $45/unit from a US foundry came in at $16/unit from a certified Chinese supplier — same material grade, same drawing, comparable quality certifications.
At 5,000 units/year, that's a $145,000 annual difference.
The Real Tradeoffs
Lower price doesn't mean lower quality — but it does mean different risks.
| Factor | China Sourcing | Domestic Sourcing |
|---|---|---|
| Unit price | 30–60% lower | Higher |
| Lead time | 6–12 weeks (incl. shipping) | 3–6 weeks |
| Communication | Time zone gap, language barrier | Easier, faster |
| Quality consistency | Varies by supplier | More predictable |
| MOQ | Often higher | More flexible |
| IP / tooling ownership | Requires clear contracts | Easier to enforce |
| Tariff / import costs | Add 10–25% depending on product | None |
When China Sourcing Makes Sense
- Annual volume is high enough to absorb longer lead times
- Part specs are fully locked — no frequent design changes
- You have time to qualify a supplier properly
- Price is a primary constraint, not speed
When to Stay Domestic
- Parts are in active development with frequent revisions
- Application requires strict traceability (aerospace, medical)
- Inventory buffer is thin — you can't absorb a delayed shipment
- Order volume is low and MOQ flexibility matters
The best sourcing decision isn't always the cheapest unit price. It's the lowest total cost — landed, with risk factored in.
How to Get an Accurate Investment Casting Quote
A vague RFQ gets a vague quote. Give the foundry what they need — and you'll get a number you can actually use.
What to Include in Your RFQ
Every item below affects price. Missing even one can cause a quote to come back wrong — or not at all.
| Information | Why It Matters |
|---|---|
| 3D drawing (STEP or IGES) + 2D print | Geometry drives tooling and shell complexity |
| Material grade | Sets the floor for unit cost |
| Annual volume + initial order quantity | Determines tooling amortization and setup efficiency |
| Tolerances and surface finish (Ra) | Flags whether post-machining is needed |
| Heat treatment requirements | Adds cost if required; must be specified upfront |
| Inspection / certification requirements | NDT, X-ray, and certs add significant cost |
| Target unit price (if you have one) | Helps foundry flag non-starters early |
| Required lead time | Rush orders cost more |
How to Read a Quote
A quote with just a unit price is incomplete. Look for these line items.
- Tooling cost — listed separately, not buried in unit price
- Post-processing — machining, heat treatment, finishing itemized individually
- Inspection fees — NDT, dimensional reports, material certs
- Incoterms — FOB, CIF, DDP — who pays freight and when does risk transfer
- Price validity — quotes with alloy surcharges may expire in 30–60 days
One more thing: Always ask if the quoted price includes first article inspection (FAI). Most foundries run a sample batch before full production. FAI costs are sometimes billed separately — and can run $500–$2,000 for complex parts.
Get Quotes from at Least Three Foundries
Prices vary — sometimes dramatically — for identical parts. Foundry capacity, automation level, alloy purchasing power, and overhead structure all affect what they charge.
Three quotes gives you a real market price. One quote gives you a number with no context.
0
Comments
Leave a Comment
Your email address will not be published. Required fields are marked *
Name can't be empty
Email error!
Message can't be empty
😍
😜
😳
😌
😄
😘
😝
😒
😃
😚
😚
😛
😟
😧
😀
😉
😓
😱
😤
😣
😂
😥
😩
😠
😢
😭
😰
😨
😡
😆
😪
😅
😐
😇
😋
😴
👿
😕
😏
😷
😵
😟
😮
😯
😑
👧
👴
😧
😬
😾
👶
👱
👵
👸
🙀
👺
👦
👩
👨
😽
😿
🙈
💩
💥
💤
😼
😹
🙉
🔥
✨
💦
👎
✌
👆
👈
💪
💹
👍
👊
💴
💶
💷
💸
👉
💵
🙏
🌎
🏧
👏
💳
👇
💑
🙆
🙅
💁
👫
👭
🙎
🙇
👑
👔
Submit Comment
Most Popular
-
 Jan 30, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining
Jan 30, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining -
 Oct 22, 2025Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World
Oct 22, 2025Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World -
 Nov 26, 2025Top 10 Aluminium Low Pressure Die Casting Manufacturers in the World 2026
Nov 26, 2025Top 10 Aluminium Low Pressure Die Casting Manufacturers in the World 2026 -
 Oct 29, 2025Top 10 Aluminium Casting Foundries and Companies in China
Oct 29, 2025Top 10 Aluminium Casting Foundries and Companies in China




Laster Blogs
-
 Mar 31, 2026Cost of Investment Casting: What Buyers and Engineers Need to Know
Mar 31, 2026Cost of Investment Casting: What Buyers and Engineers Need to Know -
Mar 28, 2026Top 10 Aluminium Casting Foundries and Companies in China
-
 Mar 28, 2026Top 10 Precision Aluminium Investment Casting Factories and Manufacturers in China
Mar 28, 2026Top 10 Precision Aluminium Investment Casting Factories and Manufacturers in China -
 Mar 27, 2026Die Casting Tolerances: Standards, Types, and What to Expect from Aluminum
Mar 27, 2026Die Casting Tolerances: Standards, Types, and What to Expect from Aluminum



Send RFQ Today
Name can't be empty
Email error!
Send Your Message
Note: If you are looking for a job, please send an email to it2@innovaw.com